อย่าลืม!! ใช้แต้มสะสมเป็นส่วนลดในการสั่งซื้อสินค้า กับทางร้าน
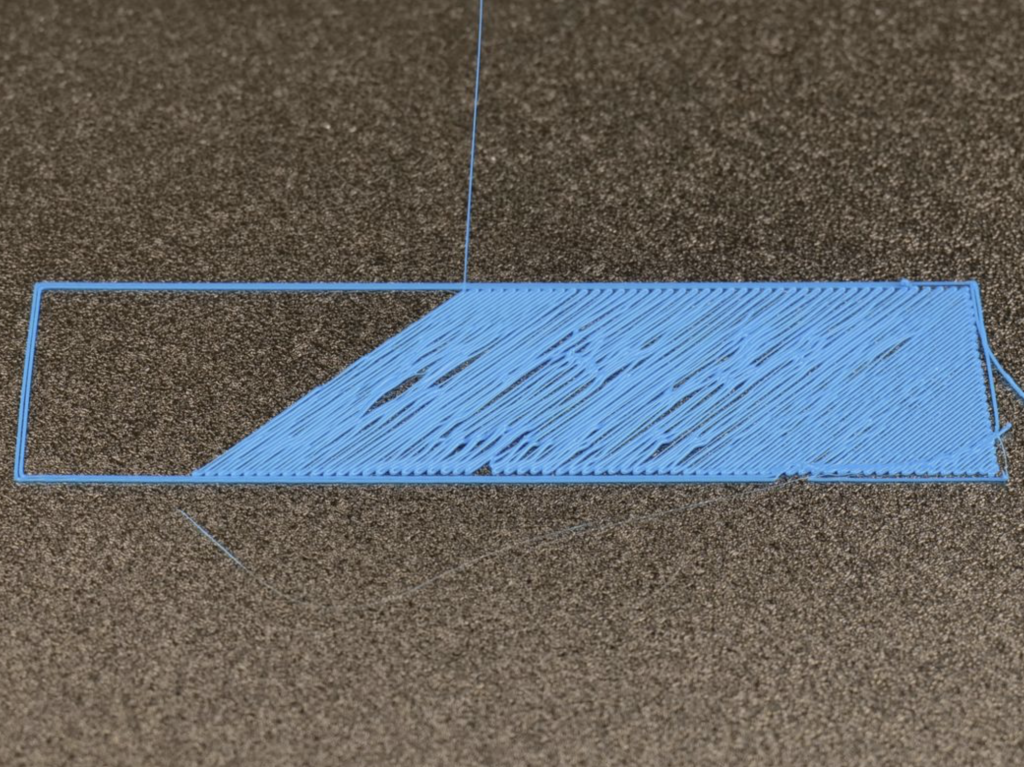
งานปริ้นไม่ติดฐาน หรือหลุดระหว่างพิมพ์
ก่อนที่จะแก้ปัญหา แนะนำให้ลองทำตามนี้ดูก่อน
- กำจัดพลาสติก ที่ติดกับฐานให้มากที่สุด โดยใช้เกรียง หรือคัตเตอร์บางๆ ขูดเศษพลาสติกออกให้หมด ทั้ง 2 ด้าน
- ทำความสะอาดแผ่นฐานด้วยการล้างน้ำอุ่น
- ให้ใช้น้ำยาล้างจาน ทำความสะอาดฐาน ให้ทั่วทั้งแผ่น และล้างด้วยน้ำอุ่น
- เช็ดให้แห้ง แล้วตากทิ้งไว้
- หลีกเลี่ยงการเอามือจับที่แผ่นฐาน
- ก่อนพิมพ์งานแนะนำให้ใช้ แอลกฮอล์ล้างแผล หรือแอลกฮอล์ 70% เช็ดที่ฐาน เพื่อกำจัดคราบน้ำมันจากนิ้วมือ
อาการที่เกิดขึ้น
- พลาสติกที่ฉีดออกมาในชั้นแรก ไม่ยอมติดฐาน หรือหลุดออกง่าย
- งานปริ้นไปซักพักแล้วหลุดออกจากฐานปริ้น
- มีร่องรอยหรือเสียงหัวฉีดลากไปขูดในช่วงงานปริ้นในช่วง Infill
สาเหตุของปัญหา
- แผ่นฐานพิมพ์สกปรก มีคราบน้ำมันจากนิ้วมือ หรือมีการสะสมของคราบกาวที่มากเกินไป ทำให้พื้นผิวไม่สม่ำเสมอ
- เลือกเส้นพลาสติกในโปรแกรม Slicer ไม่ตรงกับเส้นที่ใส่ในเครื่อง เช่น เลือกเส้นในโปรแกรมเป็น PLA แต่ในเครื่องใส่เป็นเส้น ABS
- เส้นที่ใช้อาจจะไม่รองรับการปริ้นความเร็วสูง ทำให้เส้นที่ฉีดออกมา มีเนื้อพลาสติกไม่พอ ที่จะยึดฐาน
- มีการใช้เครื่องในโหมดการปริ้นความเร็วสูง เป็นประจำ โดยไม่ได้มีการบำรุงรักษา
- มีการปรับแต่งหรือเปลี่ยนค่าในโปรแกรม Slicer เช่นรูปแบบ Infill ทำให้หัวฉีดขูดไปโดนงานเวลาปริ้น
วิธีการแก้ปัญหา
- ทำความสะอาดฐานปริ้น ด้วยการใช้น้ำอุ่นเช็ดฐาน แล้วตามด้วยน้ำยาล้างจาน จะช่วยกำจัดคราบน้ำมัน และคราบกาว
- ก่อนปริ้นงาน ให้เช็ดฐานพิมพ์ ด้วยแอลกฮอล์ล้างแผล หรือ IPA เพื่อช่วยขขัดคราบน้ำมันจากนิ้วมือ
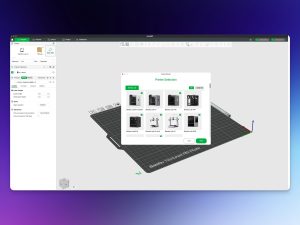
- ในกรณี ที่ใช้เส้นพลาสติก ที่ไม่มีให้เลือกในโปรแกรม ให้เลือก Profile ของเส้นที่ขึ้นต้นด้วยคำว่า Generic เช่น ซื้อเส้นยี่ห้อ Polymaker Polylite PLA pro แต่ในโปรแกรม Slicer ไม่มี ก็ให้เลือก Profile เส้นเป็น Generic–PLA แทน ยี่ห้อไม่ตรงไม่เป็นไร แต่ชนิดของเส้นต้องตรงกับที่ใส่ในเครื่อง
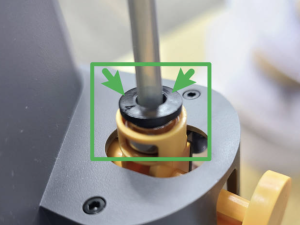
- ก่อนปริ้นงานทุกครั้ง แนะนำให้เปิดเครื่องหมาย Calibration หรือ Auto level ไว้ด้วย เพื่อให้เครื่องทำการ Calibrate ฐานก่อนปริ้น จะช่วยทำให้เส้นที่ฉีดออกมาติดกับฐานได้แน่นขึ้น
- ในกรณีที่เส้นขูดกับงานหรือ Infill อาจจะเป็นเพราะ มีการเปลี่ยนรูปแบบของ Infill ทำให้หัวฉีด วิ่งไปขูด แนะนำให้เปลี่ยนไปใช้ Infill ในรูปแบบ Zigzag
- ในกรณีที่ปริ้นงานอยู่ สามารถที่จะปรับค่า Z-Offset ในขณะที่กำลังพิมพ์อยู่ได้เลย โดยไปที่หน้า Setting แล้ว เลือกหัวข้อ Z-Offset แล้วทำการปรับระยะหัวฉีด โดยให้เลือก Step ในการขยับลง แนะนำให้เลือก 0.01 mm แล้ว กดเครื่องหมายลง ให้กดลงไปเรื่อยๆ พร้อมกับดูหัวพิมพ์ไปด้วย ให้สังเกตุเส้นที่ฉีดออกมา จะเริ่มบานออก ไปเรื่อยๆ ให้ดูจนกว่า เส้นที่ฉีดออกมา ติดกับฐานแน่น ไม่หลุด แล้วค่อยกดออก สำหรับวิธีนี้ เครื่องบางยี่ห้อ จะไม่สามารถทำได้
- ในกรณีที่ไม่ต้องการปรับค่า Z-Offset ที่หน้าเครื่อง ให้ใช้การปรับในโปรแกรม Slicer แทน โดยให้มองหา หรือค้นหา คำว่า Z offset หรือ Initial Layer Height
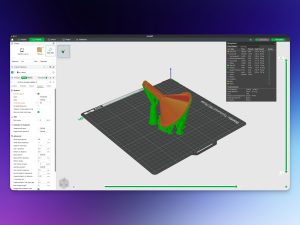
- ในกรณีที่งานมีฐานปริ้นขนาดใหญ่ หรือใช้เส้นพลาสติกวิศวกรรมเช่น ABS / ASA / PP หรือ ไนลอน แนะนำให้ทำหูช้างหรือ Brim ตรงในส่วนที่เป็นมุมของงาน เพื่อช่วยเพื่มพื้นที่ในการยึดเกาะกับฐานปริ้นให้มากขึ้น
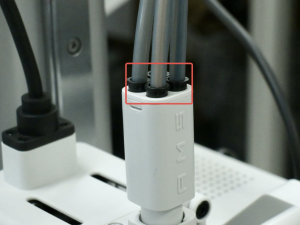
- แนะนำให้ลองดูพวกสายไฟ ว่ามีไปรั้ง หรือไปขวาง ตอนฐานปริ้นขยับหรือไม่ ถ้ามีก็ให้จัดระเบียบสายไฟ
SATISFYING?
บทความนี้เป็นประโยชน์หรือไม่