อย่าลืม!! ใช้แต้มสะสมเป็นส่วนลดในการสั่งซื้อสินค้า กับทางร้าน
อธิบายค่าในแทบรวมคำสั่ง Quality (คุณภาพ)
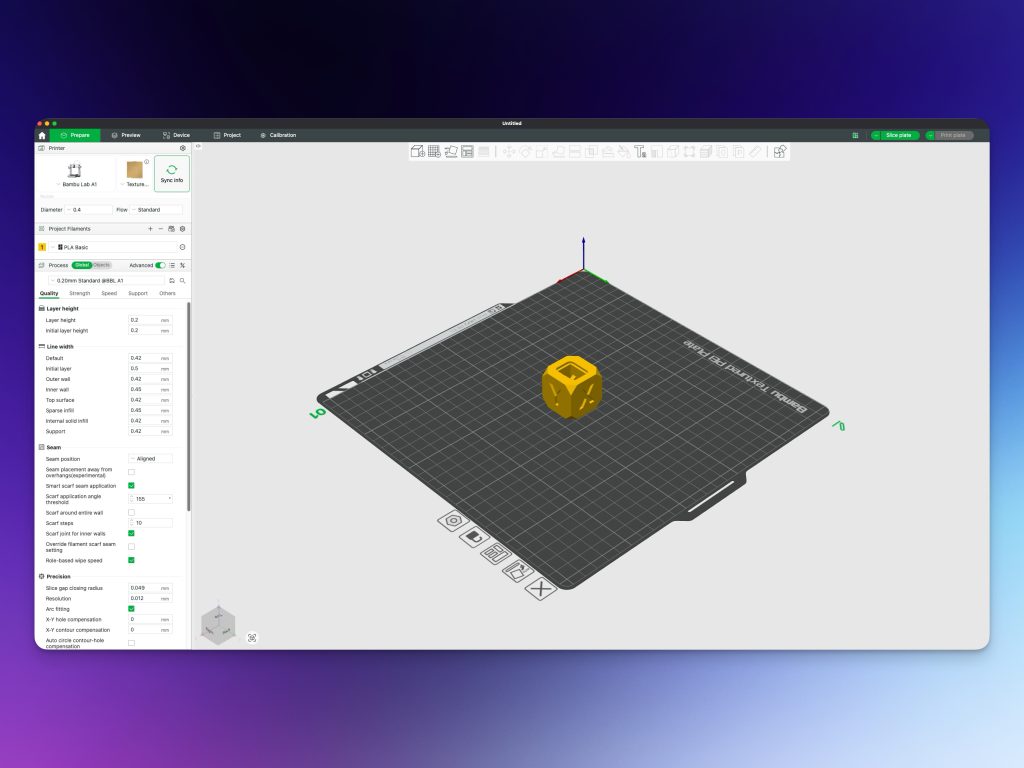
ค่า Settng ในแทบ Quality (คุณภาพ)
คำว่า Quality แปลเป็นไทย ก็คือ คุณภาพ ดังนั้น แทบการตั้งค่าในช่องนี้ ก็จะเกี่ยวเนื่องเกี่ยวกับคุณภาพของชิ้นงาน ซึ่งจะเน้นเรื่องของความสวยงามเป็นหลัก โดยเฉพาะผิวงานด้านนอก ที่เห็นด้วยตา และสามารถสัมผัสได้ ถ้ามีปัญหาเรื่องผิวของชิ้นงาน ก็ให้มาเปลี่ยนค่าในแทบนี้

ค่าต่างๆในส่วนของ Layer height
Layer height เป็นค่าที่กำหบดความละเอียดในแนวแกน Z ยิ่งค่าตัวนี้ ยิ่งน้อย รอยชั้นระหว่างเลเยอร์ ก็ยิ่งชิด ทำให้ผิวงานดูเรียบเนียน โดยเฉพาะ ถ้าโมเดลมีส่วนโค้ง ก็จะเห็นเป็นขั้นบันได น้อยลง กลับกัน ถ้าตัวลขยิ่งมาก ผิวงานก็จะเห็นเป็นรอยชั้นชัดขึ้น ถ้าเป็นส่วนโค้ง ก็จะเป็นขั้นบันได เห็นได้ด้วยตาเปล่า
| หัวข้อ | คำอธิบาย |
|---|---|
| Layer Height | ความละเอียดต่อชั้น แนะนำให้ใช้ 0.2 และ 0.16 ค่านี้ จะขึ้นอยู่กับขนาดรูหัวฉีดด้วย รูยิ่งเล็ก ค่านี้ยิ่งใส่ได้น้อย แต่งานปริ้นก็จะนานขึ้น |
| Initial layer Height | ระยะห่างของหัวฉีดกับฐานพิมพ์ใน Layer แรกเท่านั้น ตัวเลขยิ่งน้อย หัวพิมพ์ยิ่งชิดฐาน เส้นที่ฉีดออกมาก็จะแบบ ติดกับฐานแน่นขึ้น แต่ถ้ามากไป หัวฉีดก็จะขูดกับฐานทำให้ฐานเป็นรอย กลับกัน ถ้าค่านี้ยิ่งมาก หัวฉีดก็จะห่างจากฐาน อาจทำให้พลาสติกที่ฉีดออกมา พิมพ์ไม่ติดฐาน หรือติดแต่งานหลุดระหว่างปริ้น |
ค่าต่างๆในส่วนของ Layer width
Layer width คือค่าที่กำหนดให้เส้นที่ฉีดออกมา มีขนาดความกว้างเท่าไหร่ ตัวเลขยิ่งมาก เส้นยิ่งถูกฉีดออกมาเยอะ ถ้าตั้งไม่ถูกต้อง อาจจะทำให้งานปริ้นออกมา มีขนาดที่ผิดเพี้ยนไม่ตรงกับแบบที่เขียนไว้
| หัวข้อ | คำอธิบาย |
|---|---|
| Default | ค่ามาตรฐานที่จะใช้กับทุกเลเยอร์ ยกเว้นแค่เลเยอร์แรก |
| Initial layer | ค่าขนาดความกว้างของเส้นที่ต้องการให้ออกมา เฉพาะเลเยอร์แรกเท่านั้น ปกติจะเยอะกว่าค่า Default เพราะต้องให้เส้นที่ฉีดออกมามีความหนา จะได้ติดกับฐานพิมพ์ได้แน่น ไม่หลุดระหว่างปริ้น |
| Outer wall | ความกว้างของเส้นที่ฉีดออกมาเฉพาะในส่วนของผนังด้านนอกเท่านั้น ปกติจะมีค่าเท่ากับค่า Default |
| Inner wall | ความกว้างของเส้นที่ฉีดออกมาเฉพาะในส่วนของผนังด้านใน ซึ่งตรงนี้ให้เยอะกว่าค่าปกตินิดหน่อย เพื่อที่เส้นจะได้ฉีดออกมาขี่และทับกับเส้นด้านนอก จะได้เชื่อมติดกันแน่น |
| Top surface | ความกว้างของเส้นที่ฉีดออกมาเฉพาะส่วนผิวด้านบนที่เป็นเปลือกนอกสุดของโมเดล ปกติค่านี้จะใช้เดียวกับค่า มาตรฐานหรือค่า Default ถ้าใส่มากไป อาจจะทำให้ผิวด้านบนที่ปิดไม่เรียบ ดูเหมือนเส้นล้นออกมา |
| Sparse infill | ความกว้างของเส้นที่ฉีดออกมาในส่วนของ Infill หรือ โครงสร้างด้านใน ค่านี้จะเยอะกว่าค่าปกติ เพราะต้องการให้เส้นฉีดออกมามีขนาดใหญ่ งานจะได้แข็งแรง และ Infill เป็นส่วนที่มองไม่เห็น เลยไม่ต้องเน้นเรื่องความสวยงาม |
| Internal Solid infill | ความกว้างของเส้นที่ฉีดออกมาในส่วนของ Infill ด้านในที่มีผิวปิดทึบ |
| Support | ความกว้างของเส้นที่ฉีดออกมาในส่วนของ Support หรือตัวรองรับ ซึ่งเป็นส่วนที่ต้องถูกดึงทิ้ง ดังนั้นค่าที่ใช้จะเป็น เดียวกันกับค่า Default เพราะถ้าใส่มาก เส้นออกมาใหญ่ และจะเปลีอง แต่ถ้าใครมีปัญหาเรื่อง Support ไม่แข็งแรง อาจจะลองเพิ่มค่าในช่องนี้ดู |
ค่าต่างๆในส่วนของ Seam
สำหรับหัวข้อนี้ จะเกี่ยวกับการขึ้นปริ้นในเลเยอร์ใหม่ หรือชั้นต่อไป ซึ่งเวลาที่หัวพิมพ์เปลี่ยนชั้นพิมพ์จะมีการหยุดและยกของหัวพิมพ์ ซึ่งอาจจะทำให้เกิดเป็นรอยตะเข็บ เห็นด้วยตาได้ ซึ่งสามารถปรับแต่งค่า เพื่อให้รอยนี้ลดลง หรือเห็นได้ยากขึ้น แต่ไม่สามารถทำให้หมดไปได้
| หัวข้อ | คำอธิบาย |
|---|---|
| Seam Position | ตำแหน่งที่ต้องการให้หัวพิมพ์ยกเพื่อเปลี่ยนชั้นเลเยอร์ |
| Scarft joint seam | เป็นฟีเจอร์ใหม่ ที่อยู่ในขั้นตอนทดลอง เปิดให้ใช้ สามารถช่วยลดตะเข็บบนชิ้นงานได้ โดยเปลี่ยนหลักการเดินและยกหัวพิมพ์ |
ค่าต่างๆในส่วนของ Precision
เป็นส่วนในการปรับแต่งเรื่องความแม่นยำของงานที่ปริ้นออกมา ถ้างานออกมาไม่ตรงขนาดที่เขียนไว้ สามารถมาเปลี่ยนค่าในช่องที่อยู่ในส่วนนี้ได้
| หัวข้อ | คำอธิบาย |
|---|---|
| Slice gap closing radius | เป็นค่าที่สั่งให้โปรแกรม Slicer คำนวนในส่วนของช่องว่าง ถ้ามีขนาดเล็กกว่าค่าที่ใส่ ก็ให้เครื่องทำการฉีดพลาสติกเติมลงไปในช่อง |
| Resolution | เป็นการปรับค่าทางเเดินหัวพิมพ์ ให้วิ่งให้เนียนไม่สะดุด ส่วนโค้งจะดูมน ไม่เป็นเหลี่ยม แต่ถ้าใส่ค่านี้สูงเกินไป ชิ้นงานจะผิดรูป ถ้าต่ำเกิน ก็จะใช้เวลาในการทำไฟล์ นานขึ้น |
| Arc fitting | เป็นการบังคับให้ Slicer คำนวนเส้นทางเดินหัวพิมพ์ ในส่วนที่เป็นเส้นโค้ง ให้เดินสมูทขึ้น ปริ้นได้เร็วขึ้น ขนาดไฟล์เล็กลง และลดแรงสั่นของหัวพิมพ์ ช่วยให้ผิวงานสวยมากขึ้น |
| X-Y hole compensation | ส่วนใหญ่เวลาปริ้นงานโมเดล ที่มีรูอยู่ด้านใน ตัวรูจะมีขนาดไม่พอดีกับแบบที่เขียน เนื่องมากจาก การหดตัวและขยายตัวของเส้บพลาสติก ค่าในช่องนี้ สามารถที่ชดเชยขนาดรูของโมเดลได้ โดยที่ไม่ต้องไปแก้ที่แบบ สามารถใส่ได้ทั้งค่าบวกและค่าลบ |
| X-Y contour compensation | ค่าสำหรับชดเชยขอบหรือผนังด้านนอกสุดของโมเดล บางครั้งโมเดลที่ปริ้นออกมา มีขนาดด้านนอกที่ใหญ่เกินไป ไม่สามารถนำไปสวม หรือใช้งานได้ ซึ่งค่าในช่องนี้ สามารถที่จะชดเชย โดยเปลี่ยนทางเดินหัวพิมพ์ ซึ่งจะไม่ต้องไปแก้ในแบบ สามารถใส่ได้ทั้งค่าบวกและค่าลบ |
| Elephant foot compensation | ในช่องนี้ จะเป็นการชดเชยความสูงของพลาสติกที่ฉีดออกมาในเลเยอร์แรก เพื่อให้ฐานงานไม่บานออกมา โดยปกติหัวพิมพ์จะฉีดพลาสติกออกมามากในชั้นแรก ทำให้มีเส้นล้นออกมา งานที่พิมพ์เสร็จ ตรงฐานจะมีใหญ่กว่าด้านบน การปรับค่าในช่องนี้ จะช่วยให้พลาสติกไม่ล้นออกจากฐาน |
| Precise Z height | ช่วยให้ความสูงของชิ้นงานออกมาตรง ตามแบบที่เขียนไว้ การเปิดค่าในช่องนี้ อาจจะทำให้งานปริ้นหลุด ออกระหว่างปริ้นได้ |
ค่าต่างๆในส่วนของ Ironing
| หัวข้อ | คำอธิบาย |
|---|---|
| Ironing type | ฟีเจอร์ที่ช่วยให้ผิวงานด้านบนเรียบเนียบเป็นเนื้อเดียว แต่จะใช้เวลาปริ้นงานนานขึ้น |
ค่าต่างๆในส่วนของ Wall Generator
| หัวข้อ | คำอธิบาย |
|---|---|
| Wall generator | ฟีเจอร์สำหรับการสร้างผนังด้านนอกของชิ้นงาน ถ้าเลือกเป็น Arachne การสร้างผนังจะเป็นแบบแปรฝัน ซึ่งเส้นที่ฉีดออกมาจากใหญ่และเล็กตามรูปโมเดล |
ค่าต่างๆในส่วนของ Advance
| หัวข้อ | คำอธิบาย |
|---|---|
| Order of wall | เลือกวีธีการพิมพ์ จะให้พิมพ์เส้นผนังด้านนอก หรือเส้นผนังด้านในก่อน สามารถสลับกันได้ |
| Print infill first | เลือกถ้าต้องการให้หัวฉีด พิมพ์เส้น Infill หรือโครงสร้างด้านใน ก่อนการปริ้นผนัง |
| Bridge flow | อัตราการไหลของเส้นพลาสติกในส่วนของ Bridge ที่เป็นสะพาน ไม่มี support รองรับ ถ้าใส่ 1 คือ 100% ถ้าอยากให้เส้นนี้ออกมาเยอะให้ใส่เป้นจุด เช่น 1.2 คือฉีดออกมาให้มากกว่าเดิม 20% |
| Thick bridges | ถ้าต้องการให้เส้นที่ฉีดในส่วนของ Bridge มีขนาดใหญ่และเท่ากับรูหัวฉีด ให้ทำการเลือกหัวข้อนี้ไว้ ตัวโปรแกรมจะใช้รูหัวฉีด มาคำนวนการฉีดเส้นในส่วนของ Bridge |
| Only one wall on top surface | กำหนดตำแหน่งงานด้านบนสุดของโมเดล ให้พิมพ์ผนังแค่ 1 รอบ มีให้เลือกด้วยกัน 3 แบบ |
| Only one wall on first layer | เลือกเพื่อให้โปรแกรม คำนวนทางเดินหัวพิมพ์ ปริ้นผนังแค่ 1 รอบ ในเลเยอร์แรกเท่านั้น |
| Smooth speed discontinuity area | เลือกเพื่อให้โปรแกรมคำนวนความเร็วในการพิมพ์ส่วนที่ไม่เชื่อมต่อกัน เพื่อให้หัวพิมพ์เคลื่อนที่แบบสมูท |
| Avoid crossing wall | หลีกเลี่ยงให้หัวพิมพ์ไม่เดินข้ามผนังของงาน ให้ใช้ในกรณี ปริ้นยาง TPU หรืองานที่มีใยพลาสติกพาดไปมา |
SATISFYING?
บทความนี้เป็นประโยชน์หรือไม่