อย่าลืม!! ใช้แต้มสะสมเป็นส่วนลดในการสั่งซื้อสินค้า กับทางร้าน
วิธี Calibrate หาค่าการพิมพ์ ผ่านโปรแกรม Creality Print
สำหรับบทความนี้ เหมาะสำหรับคนที่เคยผ่านการใช้งานเครื่องมาแล้วซักระยะ และอยากต้องการให้ชิ้นงานที่ปริ้นออกมา สวยขึ้น ขนาดเที่ยงตรงและแม่นย่ำมากขึ้น โดยใช้ไฟล์เทส ที่อยู่ในโปรแกรม Creality Print มาช่วยหาค่าที่เหมาะสมให้ ซึ่งการ Calibrate วิธีนี้ จะเป็นการเทสพิมพ์โมเดล 3 มิติ ที่กำหนดมาให้โดยโปรแกรม แล้วใช้สายตา ในการตรวจและมองหาค่าที่ดีที่สุด เมื่อได้ค่า แล้วให้เอาค่าที่ได้ไปใส่ในโปรแกรม
การ Calibrate จะแบ่งออกเป็นหลายส่วน ซึ่งการแก้หรือปรับค่า ก็จะแตกต่างกันไป ขึ้นอยู่กับว่าโมเดลที่ใช้เทส นั้นเทสเกี่ยวกับอะไร สำหรับโปรแกรม Crealilty Print จะมีโมเดล ที่ฝังอยู่ในโปรแกรม ที่สามารถส่งไปปริ้นกับเครื่องได้เลย โดยจะแบ่งโมเดลในการ Calibate ออกเป็นส่วนๆ ดังนี้
- โมเดลสำหรับหาค่าความร้อนที่เหมาะสมสำหรับเส้นพลาสติก
- โมเดลสำหรับหาค่าอัตราการไหลของเส้นพลาสติก
- โมเดลสำหรับปรับค่าแรงดันการฉีดในหัวเวลาปริ้นงาน
- โมเดลสำหรับหาค่าอัตราการฉีดสูงสุด ที่เครื่องสามารถดันเส้นออกมาได้
Calibrate หาค่าความร้อนของเส้นพลาสติก
การหาค่าความร้อนของเส้น Filament จะเป็นเรื่องที่ทำได้ง่ายที่สุด และแนะนำให้ทำ เพราะเส้นพลาสติก ต่อให้เป็นยี่ห้อเดียวกัน แค่คนละสี ก็อาจจะใช้ความร้อนในการฉีด ที่แตกต่างกัน หรือเป็นเส้นยี่ห้อเดียวกัน ชนิดเดียวกับ สีเดียวกัน แต่ซื้อมาต่างเวลากัน หรือคนละ Lot ความร้อนที่ใช้ฉีด ก็อาจจะแตกต่างกันก็ได้ ดังนั้นการหาค่าความร้อนที่เหมาะสมของเส้นพลาสติก ชนิดนั้น จะช่วยให้งานที่ปริ้นออกมามีคุณภาพงานที่ดีขึ้น
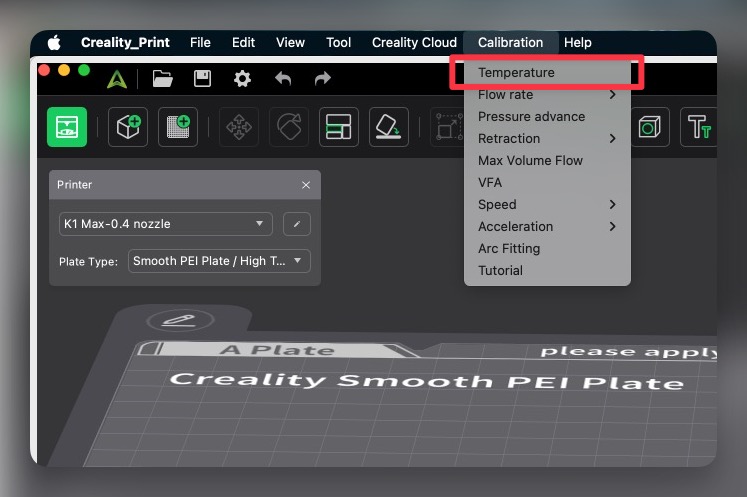
วิธีการหาค่าความร้อน
หลังจากเลือกคำสั่ง Temperature แล้ว จะมีหน้าต่าง สำหรับให้เลือกเส้นที่จะใช้ทดสอบหรือหาค่าความร้อน ให้เลือกเส้นที่ต้องการ แล้วทำการปรับค่า Setting ที่อยู่ด้านล่าง ตามความต้องการ แล้วกดปุ่ม OK ตัวโปรแกรม ก็จะสร้างโมเดลสำหรับเทสขึ้นมาให้
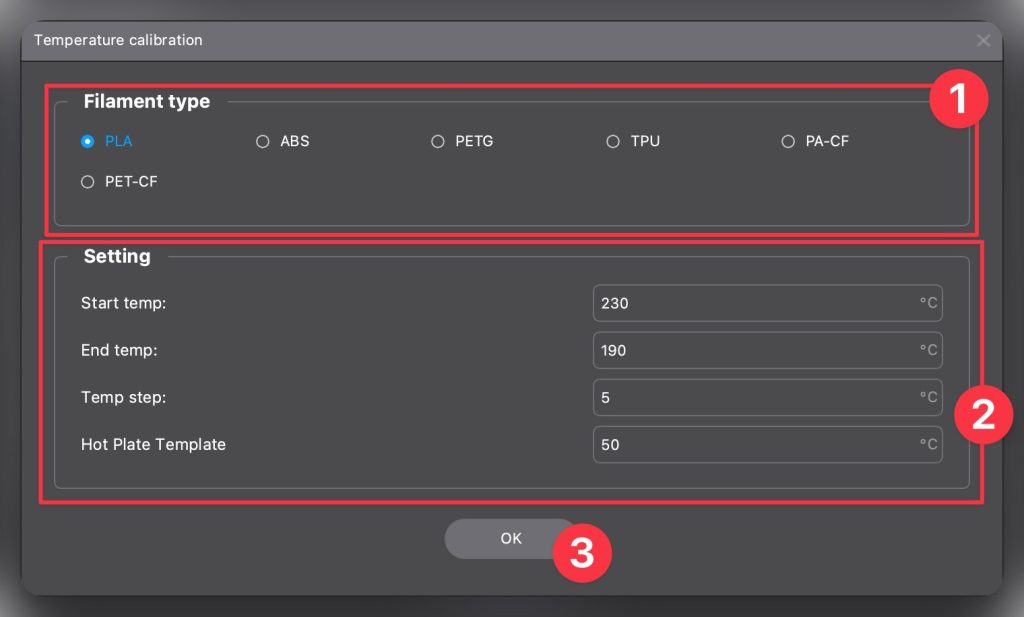
- เลือกชนิดของเส้นพลาสติก
- ตั้งค่าเส้นพลาสติก ตรงนี้จะเป็นช่วงความร้อน แนะนำให้ดูที่ข้างกล่องของเส้น จะมีระบุไว้ว่า เส้นที่ใช้ มีช่วงความร้อนอยู่ที่เท่าไหร่
- Start Temp ความร้อนสูงสุดที่ต้องการ (ดูข้างกล่องหรือที่ม้วนเส้น)
- End Temp ความร้อนต่ำสุดที่ต้อง (ดูข้างกล่องหรือที่ม้วนเส้น)
- Temp Step ช่วงความร้อนที่ต้องการให้ขยับหรือเปลี่ยนความร้อน
- Hot Plate Template
- กดปุ่ม OK เพื่อให้โปรแกรมสร้างโมเดล
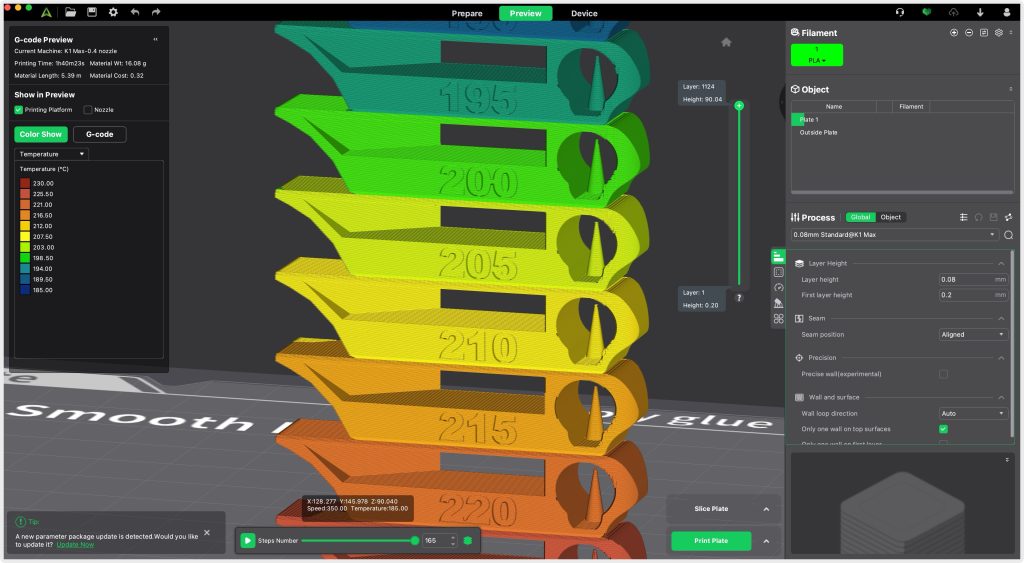
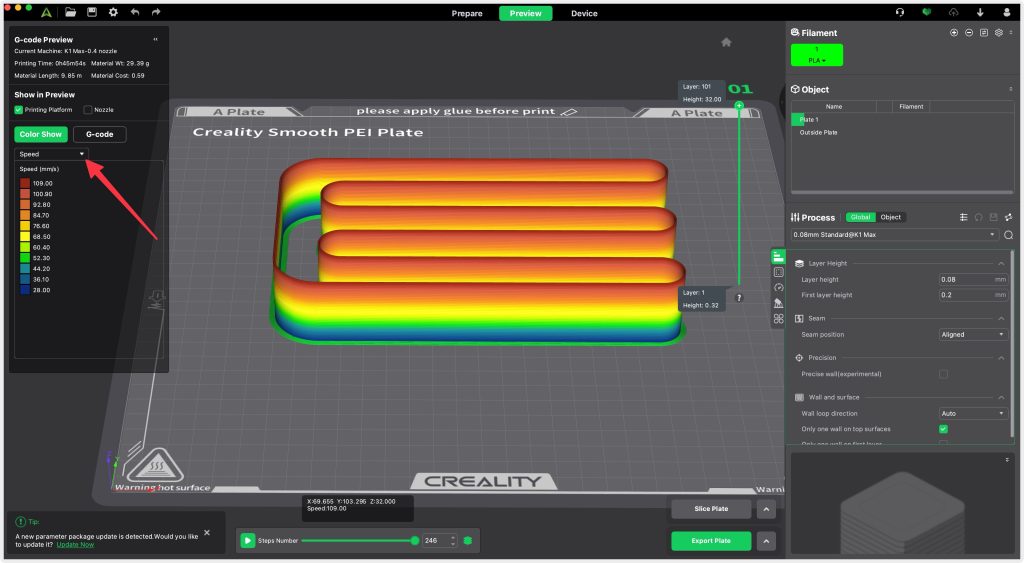
หลักจากกดปุ่ม OK ตัวโปรแกรมก็จะสร้างโมเดลที่เรียกว่า Temp Tower Calibration ให้ ซึ่งสามารถดูทางเดินหัวพิมพ์ได้ที่หน้า Preview รวมไปถึงดูช่วงความร้อนของการฉีดพลาสติกออกมาได้ โดยต้องเปลี่ยน Color Show ที่กล่องด้านซ้ายให้เป็น Temperature
วิธีการดูแบบจำลองทางเดิน ทีให้แสดงค่าความร้อนหัวฉีด
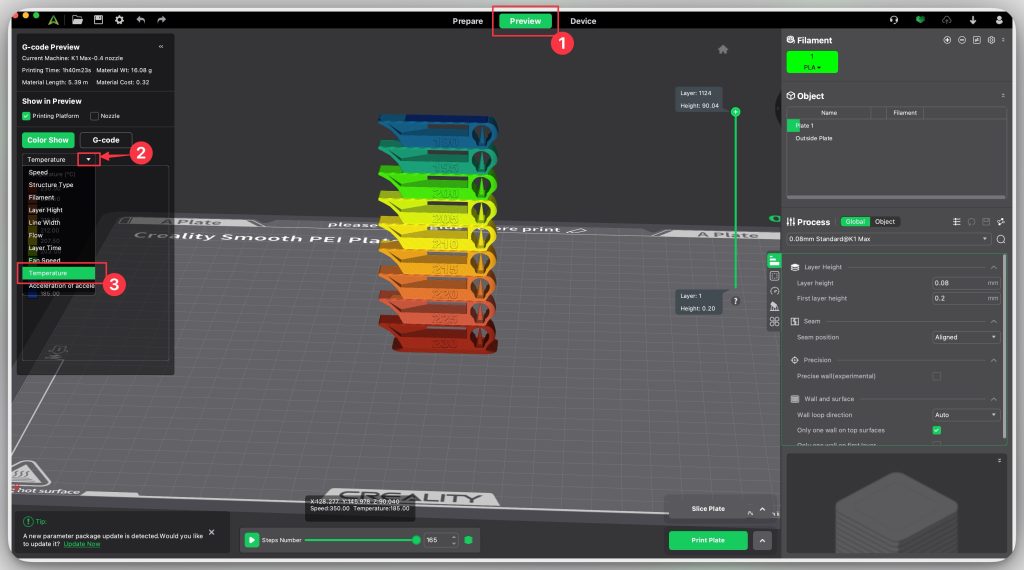
- กดหน้าต่าง Preview
- กดลูกศรลง เพื่อเลือกดูค่า ที่ต้องการจะดู
- เลือก Temperature
- ตัวโมเดลก็จะเปลี่ยนสี ไปตามช่วงอุณหภูมิที่มีการเปลี่ยนแปลง
เทสปริ้นแล้วมองหาค่าที่เหมาะสม
หลังจากทำไฟล์เสร็จ ก็ส่งไปลองปริ้นที่เครื่อง เมื่อพิมพ์เสร็จแล้ว ก็ให้ตรวจสอบและมองหาช่วงตัวเลขความร้อนที่ดีที่สุด ที่ปริ้นออกมาแล้ว ใยน้อยสุด ตัวเลขเห็นชัด เส้นดูแล้วสม่ำเสมอ ผิวเรียบ เมื่อได้ช่วงความร้อนมาแล้ว ก็ให้ไปใส่ใน Preset ของเส้นพลาสติก และทำการบันทึกเก็บไว้
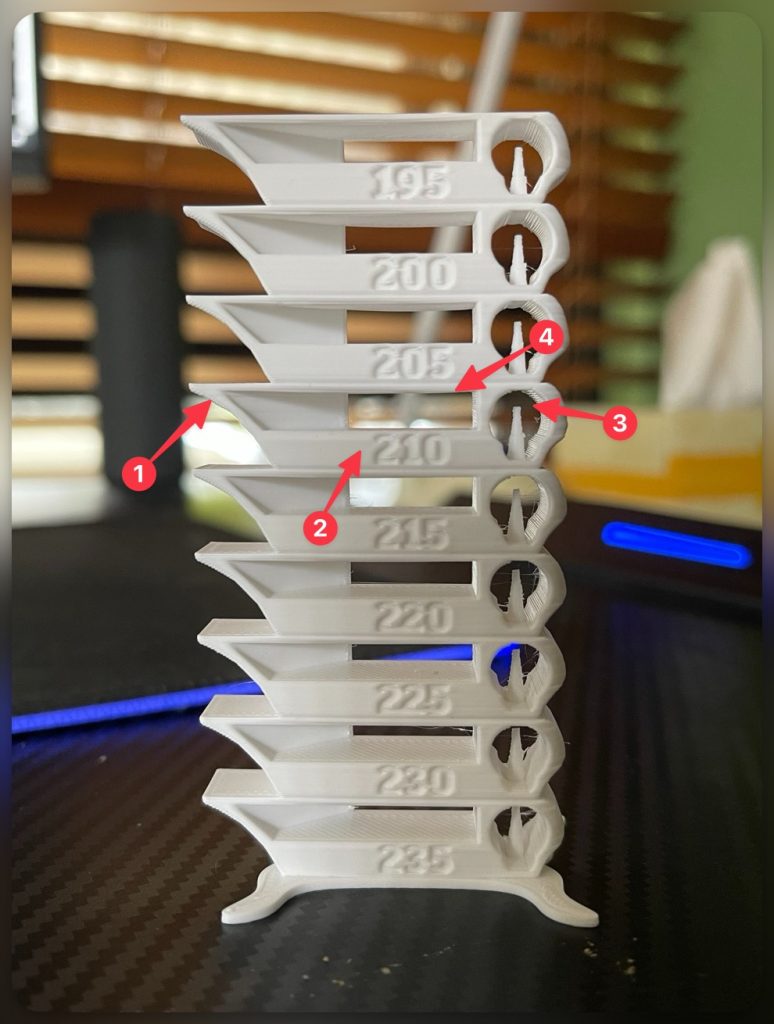
- ดูส่วนมุมว่าไม่ย้อย หรือล้ม
- ดูผิวที่ออกมา ว่า เรียบและสม่ำเสมอ
- ดูปลายมุมแหลม ว่ายอดสวย ใยน้อย
- ดูใต้ท้อง ว่าไม่มีเส้นย้อยร่วงหรือหย่อนลงมา
นำค่าได้ที่ไปใส่ใน Print Temperature
หลังจากหาค่าที่เหมาะสมได้แล้ว ก็นำไปใส่ในโปรแกรม ในส่วนของ Filament User Preset ซึ่งเป็นวิธีการสร้าง Profile สำหรับเส้นนั้นๆ เก็บไว้ ใช้ในครั้งหน้า สามารถเข้าไปอ่านวิธีการแบบละเอียดได้ที่ การสร้าง Preset ไว้ใช้เอง
Calibrate หาค่าอัตราการไหลของเส้นพลาสติก
อัตราการไหล หรือ Flow Rate จะเป็นค่าที่กำหนด ว่าเส้นที่ฉีดออกมาจะให้มากหรือน้อย ซึ่งถ้าค่านี้ไม่ถูก งานที่ปริ้นออกมาอาจจะไม่ได้ตามขนาดที่ออกแบบไว้ ซึ่งเส้นพลาสติกแต่ละชนิด จะมีความหนืดที่แตกต่างกัน บางเส้นหนืดน้อย ก็จะฉีดง่ายหน่อย บางเส้นหนืดมาก เส้นก็อาจจะออกมายากหน่อย โดยเฉพาะเส้นพลาสติก จำพวก Sile ที่เงาคล้ายโลหะ เส้นพวกนี้ จะมีความหนืดมาก เส้นออกยาก ทำให้ต้องชดเชยอัตราการไหล เพื่อให้ชุดดันเส้น ทำการดันเส้นออกมาเพิ่ม
ค่า Flow rate ที่เหมาะสม จะทำให้งานได้ขนาด รอยเลเยอร์ที่ต่อกัน จะดูเรียบเนียน ส่วนด้านบนที่ปูผิวปิดทับ ก็จะไม่มีร่อง เส้นชิดกันสวย
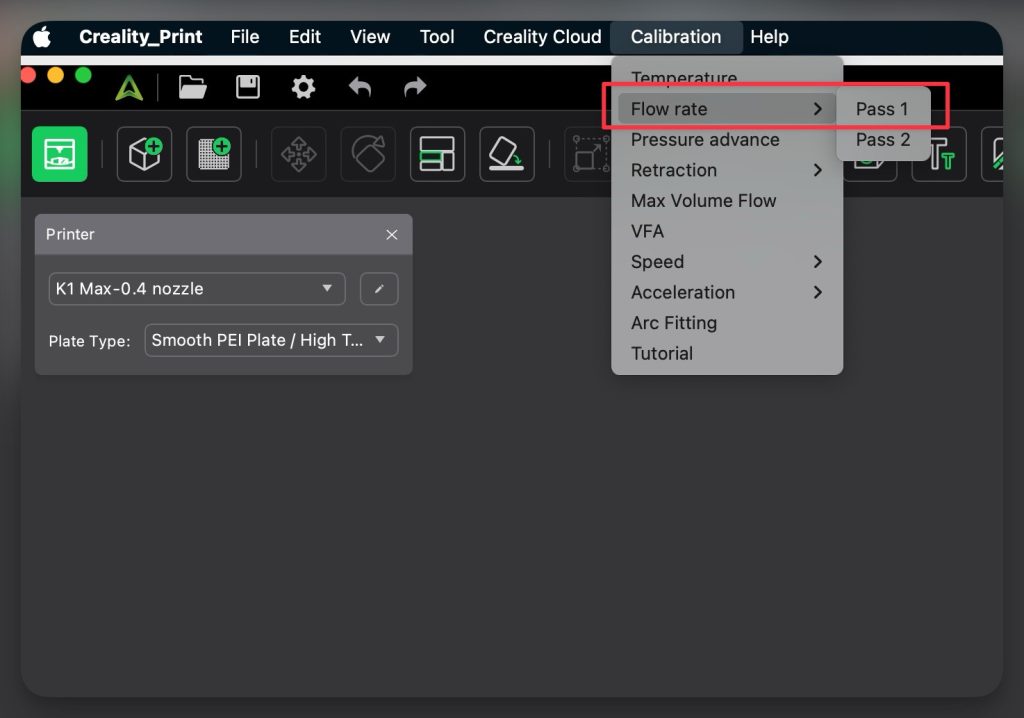
การหาค่าอัตราการไหล ผ่านโปรแกรม Creality Print จะมีขั้นตอนการทำอยู่ 2 ขั้นตอน เวลาทำให้ทำตามลำดับ เพื่อที่จะเอาค่าทีได้จากขั้นตอนแรก ไปรวมกับค่าที่ได้ขั้นตอนที่ 2 Flow rate ในโปรแกรม Creality Print จะเรียกว่า Flow Ratio
สำหรับค่า Flow Rate จะมีค่าเป็นหน่วยทศนิยม 2 จุด ซึ่งสามารถแปลงเป็น % ได้ ดังนี้
| ค่าที่ใส่ในโปรแกรม Creality Print | ค่าที่แปลงเป็น % |
|---|---|
| 0.8 | 80 % |
| 1.0 | 100 % |
| 1.05 | 105 % |
วิธีการหาค่า Flow rate
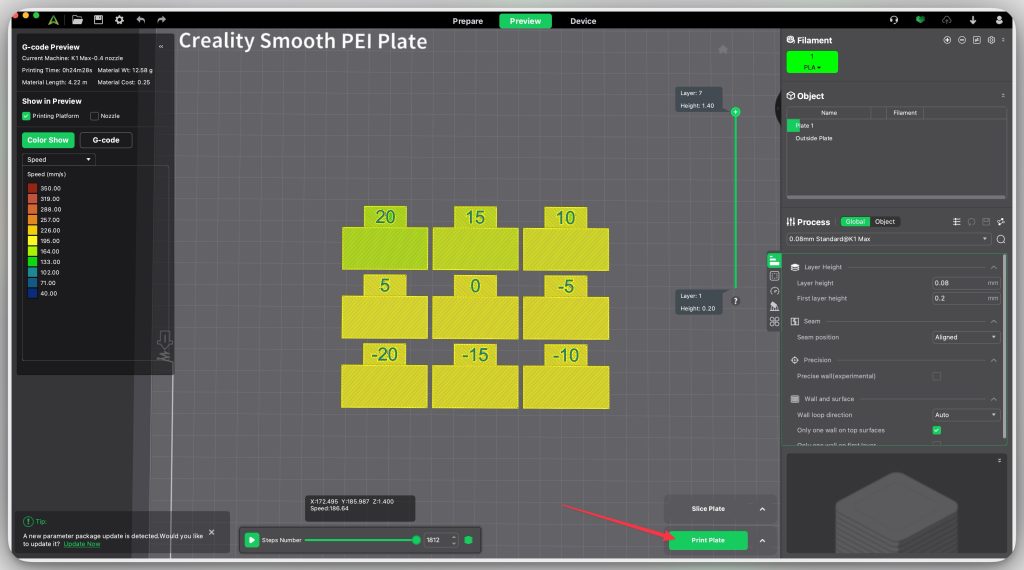
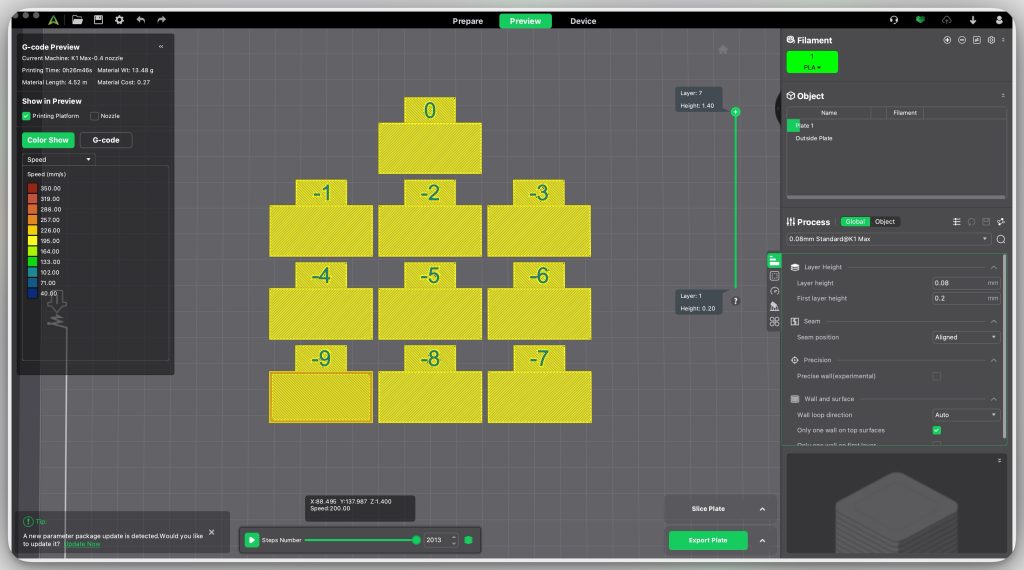
ตัวโปรแกรมจะทำการสร้างไฟล์สำหรับเทส Flow rate ออกมาให้ เป็นโมเดลรูปสีเหลี่ยมจำนวน 9 รูป โดยที่จะมีช่วงการปรับ Flow Rate อยู่ระหว่าง 80 – 120% โดยแต่ละช่วงจะห่างกัน 5% โมเดลแต่ละรูปจะมีตัวเลขกำกับ สำหรับไว้บอกค่าของ Flow rate ของโมเดลชิ้นนั้น ซึ่งหลักการเลือก ก็คือใช้ตาดูว่า โมเดลชิ้นไหน ที่ปริ้นออกมาแล้วดูสวยที่สุด ก็แปลว่า ก็ให้ใช้ค่า Flow rate ตัวนั้นเป็นค่าเริ่มต้น สำหรับการทำ Step ต่อไป
เลข 0 ที่กำกับอยู่ในโมเดล หมายถึงค่า Flow rate เริ่มต้น ซึ่งจะมาค่าที่ 100 % หรือ 1.0 โมเดลที่เทสปริ้นจะมีทั้งค่า + และค่า – เวลานำตัวเลขมาใช้ให้นำ ค่า + กับ ค่า – มาคำนวนด้วย
เทสปริ้นแล้วมองหาค่าที่เหมาะสม (ค่าหยาบ)
หลังจากที่ปริ้นเสร็จแล้วให้มองหาชิ้นงานโมเดลที่ปริ้นออกมาแล้วสวยที่สุด ดูเรียบ มือลูปแล้วไม่ขรุขระ ให้จดและจำค่าของตัวเลขในโมเดลชิ้นนั้นไว้
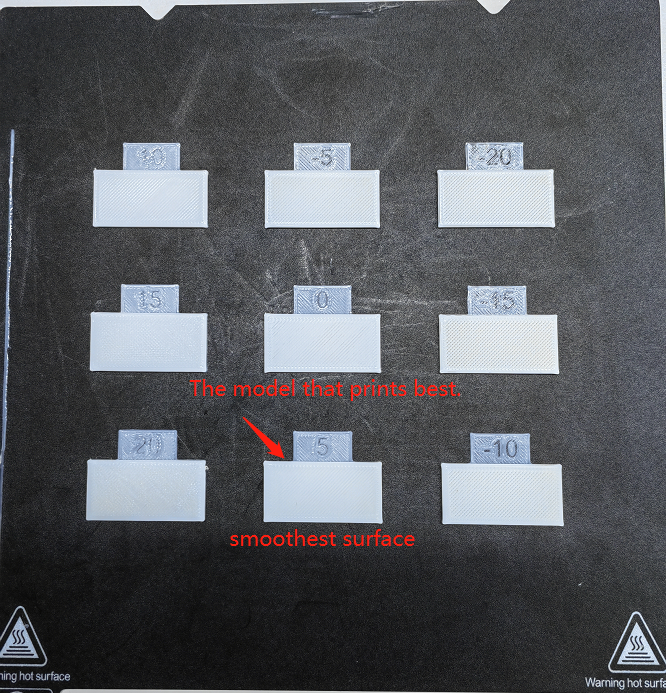
ในรูปจะเป็นโมเดลที่มี เลข 5 กำกับอยู่ ซึ่งถ้าให้แปลก็คือ ค่า Flow rate เพิ่มจากค่าเริ่มต้น 5% ถ้าเอามารวมกับค่าเริ่มต้นที่ 100 ก็จะเป็น 105% แต่ค่านี้ยังไม่สามาถนำไปใช้ได้ เพราะเป็นค่าแบบหยาบ ยังจะต้องทำขั้นตอนที่ 2 อีกรอบ เพื่อให้ได้ค่าที่ละเอียดและแม่นยำมากขึ้น
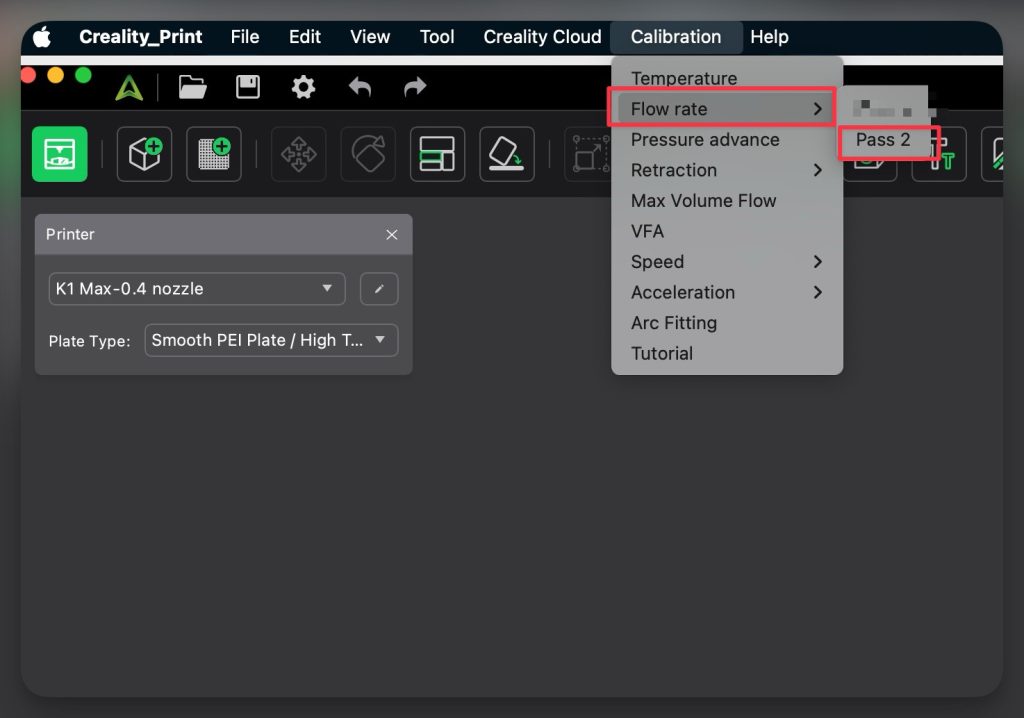
เทสปริ้นแล้วมองหาค่าที่เหมาะสม (ค่าละเอียด)
ตัวโปรแกรมจะทำการสร้างไฟล์สำหรับเทส Flow rate ออกมาให้อีกชุด เป็นโมเดลรูปสีเหลี่ยมจำนวน 9 รูปเหมือนกัน แต่ครั้งนี้จะเป็นค่าติดลบ และมีช่วงที่ละเอียด อยู่ระหว่าง 0 – 9% โดยแต่ละช่วงจะห่างกัน 1% โมเดลแต่ละรูปจะมีตัวเลขกำกับเหมือนเดิม สำหรับไว้บอกค่าของ Flow rate ของโมเดลชิ้นนั้น ซึ่งหลักการเลือกก็เหมือนกับครั้งแรก คือโมเดลชิ้นไหน ที่ปริ้นออกมาแล้วดูสวยที่สุด ก็แปลว่า ก็ให้ใช้ค่า Flow rate ตัวนั้น มาคำนวนกับค่าที่ได้ในขั้นตอนแรก
ยกตัวอย่างถ้าเทสปริ้นออกมาแล้ว โมเดลที่ดูสวยสุด มีตัวเลขกำกับอยู่ที่ -3 ก็ให้จดและจำตัวเลขนั้น แล้วเอามาคำนวนกับค่าที่ได้ในชุดแรก ซึ่งวิธีการคำนวนสามารถทำตามได้ดังนี้
- นำค่าตัวเลขที่ได้มาครั้งแรก บวกกับเลข 100 เช่น พิมพ์ครั้งแรกได้ค่ามา +5 ให้นำ 100+5 เท่ากับ 105
- นำค่าตัวเลขที่ได้มาจากการปริ้นครั้งที่ 2 บวกกับเลขที่ได้มาครั้งแรก เช่น เลขที่กำกับบนโมเดลที่สวยที่สุดคือ -3 ให้นำ 105+(-3) =102
- ผลลัพธ์ที่ได้ 102 จะคือค่า Flow rate ที่เหมาะสม ที่สามารถนำไปใส่ใน โปรแกรมได้เลย
นำค่าได้ที่ไปใส่ใน Flow Ratio
สำหรับค่าที่ได้ ให้ไปใส่ส่วนของ Filament ซึ่งสามารถบันทึกเก็บค่าเป็นเส้นใหม่ไว้ใช้ในครั้งต่อไปได้ สำหรับวิธีการทำ สามารถเข้าไปอ่านได้ที่บทความ การสร้าง Preset ไว้ใช้เอง
เวลาใส่ค่าในช่องนี้ จะต้อง Convert กลับมาให้เป็นจุดทศนิยม 2 จุด ด้วยการ นำค่าที่ได้ หารด้วย 100 เช่น 102/100 =1.02
Calibrate หาแรงดันในการฉีดเส้นพลาสติก
สำหรับค่านี้ รูัจักกันในชื่อว่า Pressure Advance ซึ่งจะเป็นค่าที่จะช่วยหาความสัมพันธ์เร่ง ในนการเคลื่อนที่ของหัวพิมพ์ กับอัตราการฉีดของเส้นพลาสติกที่ฉีดออกมาจากหัว ให้สัมพันธ์กัน เมื่อก่อนไม่มีค่านี้ ชิ้นงานที่มีส่วนโค้ง ส่วนเว้า ก็จะมีเส้นล้น เส้นเกินออกมา ทำให้บางที งานที่ปริ้นเสร็จไม่สามารถนำไปสวมประกอบกันได้ เพราะส่วนโค้งที่ใหญ่กว่างานที่เขียน ซึ่งค่านี้จะช่วยให้โปรแกรมคำนวนว่า ควรจะหยุดจ่ายเส้นพลาสติก ช่วงเวลาไหน ต้องไม่ลืมว่า ตัวเส้นพลาสติกที่ถูกฉีด จะมีแรงดันและแรงเฉื่อยอยู่ ต่อให้มอเตอร์หยุดดันเส้น ตัวเส้นก็ยังจะสามารถไหลออกมาจากหัวฉีดได้
การหาค่านี้ ก็จะใช้การพิมพ์โมเดลเทสขึ้นมา โดยเป็นโมเดลที่มีมุมแหลม หรือมุมหักศอก เพื่อที่จะเครื่องจะได้ลดและเร่งความเร็ว สำหรับการวัดค่า จะวัดจากความสูงด้านล่างสุด จนไปถึงจุดที่ ส่วนโค้งที่พิมพ์ออกมาดูสวยสุด คมและแหลมที่สุด ไม่ย้วยหรือมีเส้นล้น ก็จะเอาความสูงทีวัดได้ในจุดนั้น มาคำนวนเป็นค่า Pressue Advance แล้วนำไปใส่ในโปรแกรม
สูตรที่ใช้สำหรับหาค่า Pressure Advance คือ (0 หรือ Start PA + ความสูงจากพื้นถึงจุดที่วัดแล้วมุมออกมาสวยสุดมีหน่วยเป็นมิล) x ช่วง Step ที่ใส่ในโปรแกรมตอนสร้างโมเดลสำหรับเทส
วิธีการหาค่า Pressure Advance
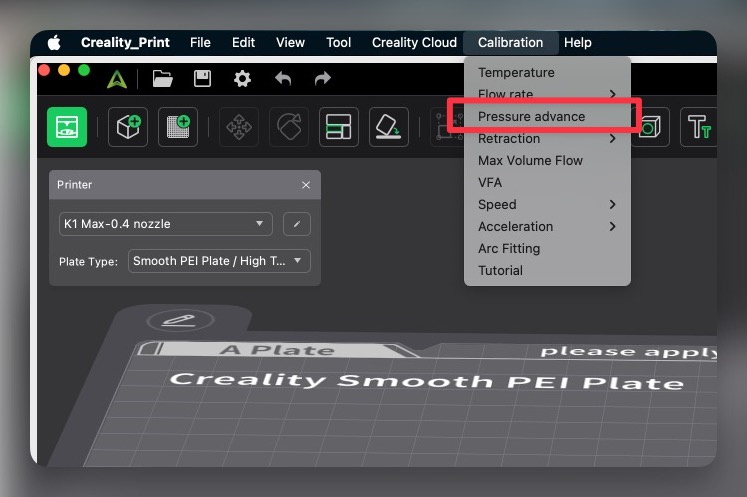
เมื่อเลือกแล้ว จะมีหน้าต่าง สำหรับการตั้งค่าเพื่อสร้างโมเดลสำหรับใช้เทสปริ้น
- เลือกประเภทของชุดดันเส้น DDE คือ Direct Drive เครื่อง Creality ที่ออกมาในปี 2024 ส่วนใหญ่จะเป็นชุดดันเส้นระบบ Direct Drive ส่วน Bowden จะเป็นรุ่นเก่า สำหรับความแตกต่าง สามารถเข้าไปอ่านบทความเรื่อง เจาะลึกระบบ Extruder หรือตัวดันเส้นพลาสติกของเครื่องปริ้น 3D Printer แบบ FDM
- เลือกประเภทโมเดลที่จะให้โปรแกรมสร้าง แนะนำให้เลือกเป็น PA Tower เพราะจะสังเกตุง่ายกว่าแบบ PA Line
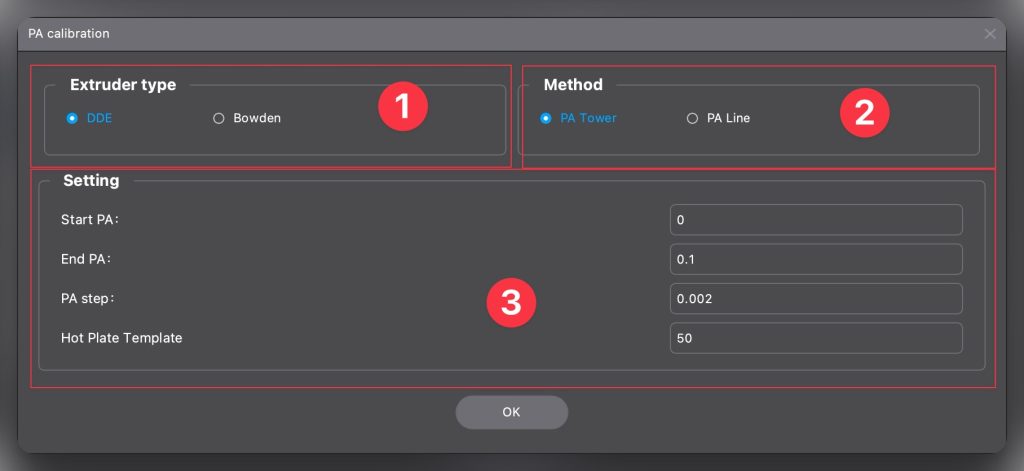
- ใส่ค่าเริ่มต้นและช่วง Step ที่จะใช้ปรับ แนะนำให้ใส่ตามภาพได้เลย
- Start PA ให่ใส่เป็น 0
- End PA ให้ใส่เป็น 0.1
- PA Step คือช่วงการขยับเปลี่ยนค่าจาก Start PA ไปเป็น End PA จะให้ขยับที่ละเท่าไหร่ แนะนำให้ใส่ 0.002
- Hot Plate Template ใส่ 50
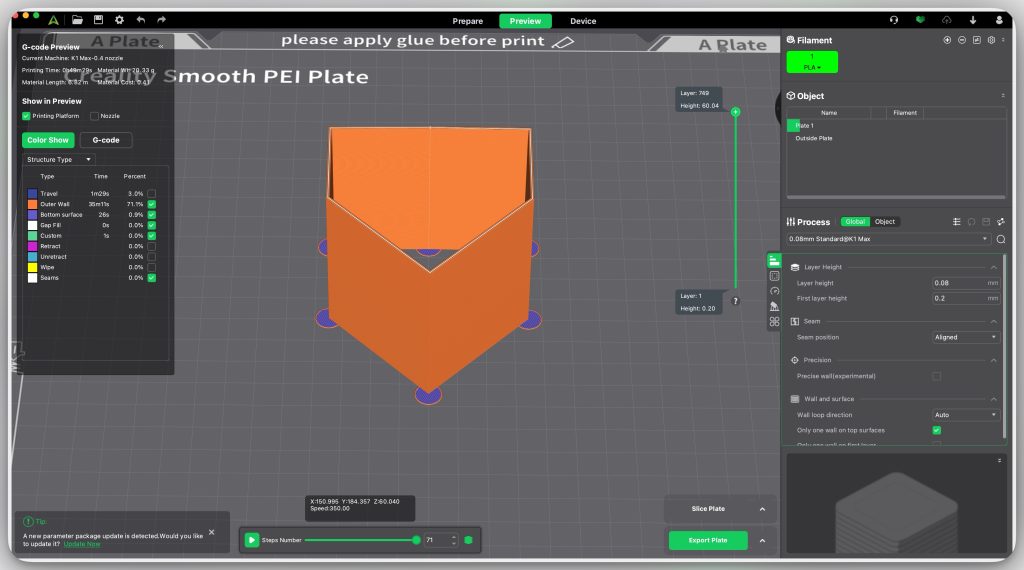
กดปุ่ม Print เพื่อให้เครื่องเริ่มปริ้นงาน แล้วรอจนกว่าเครื่องจะปริ้นงานเสร็จ เมื่อเครื่องปริ้นงานเสร็จแล้ว ให้เตรียมไม้บรรทัด แล้วเอาโมเดลวางบนโต๊ะที่เรียบ เวลาวาง ต้องวางให้ถูกฝั่ง ให้เอาไม้บรรทัด วางทาบกับตัวงาน แล้วสังเกตุว่า จุดที่มุมสวยที่สุด แหลมที่สุด ไม่มีเส้นล้นหรือเกินออกมา ให้ดูว่าจุดนั้น อยู่สูงจากพื้นโต๊ะเท่าไหร่ โดยให้ใช้หน่วยวัดเป็นมิลลิเมตร ในการวัดค่า เมื่อได้ค่าแล้วให้จดใส่กระดาษเพื่อจะได้นำไปคำนวนหาค่า Pressure Advance
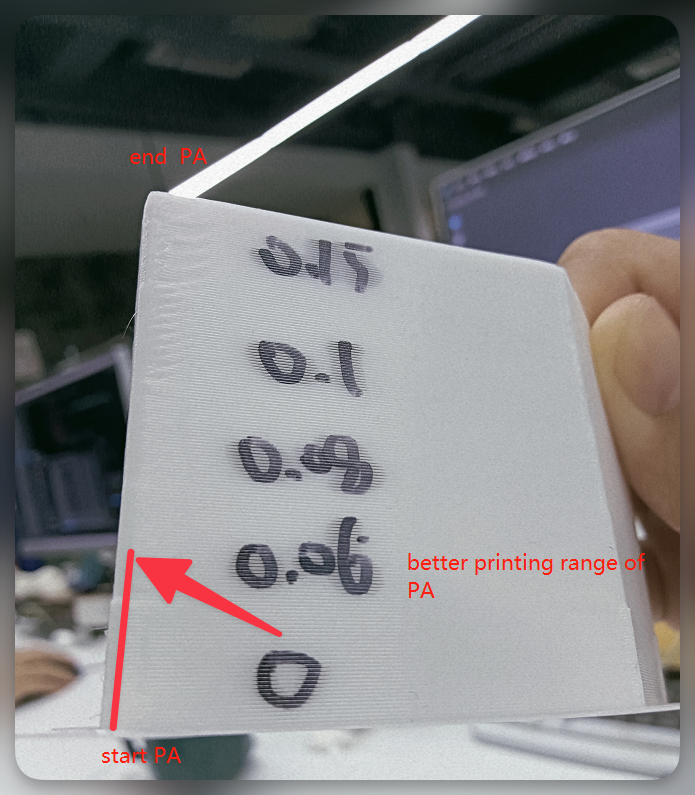
ในตัวอย่าง ดูด้วยตาแล้ว จุดที่สวยที่สุด อยู่ห่างจากจุด Start PA หรือพื้นขึ้นมา 30 มิลลิเมตร ให้เอาค่านี้ นำไปแทนค่าในสูตร
สูตรที่ใช้สำหรับหาค่า Pressure Advance คือ (0 หรือ Start PA + ความสูงจากพื้นถึงจุดที่วัดแล้วมุมออกมาสวยสุดมีหน่วยเป็นมิล) x ช่วง Step ที่ใส่ในโปรแกรมตอนสร้างโมเดลสำหรับเทส
- ความสูงที่วัดได้จากพื้นถึงจุดที่ออกมาสวยสุด คือ 30
- ช่วง Step ที่ใส่ในโปรแกรมคือ 0.002
เอามาเข้าสูตรจะได้ (0+30) x 0.002 =0.06
นำผลลัพท์ที่ได้ คือ 0.06 ไปใส่ในช่อง Pressure Advance ในโปรแกรม
นำค่าได้ที่ไปใส่ใน Pressure Advance
เวลาใส่ค่านี้ จะต้อง ติ๊กถูกตรงกล่องคำสั่ง Enable Pressure Advance ด้วย เพื่อให้โปรแกรมนำค่านี้ไปใช้คำนวนทางเดินหัวพิมพ์ เมื่อเปิดแล้วก็ให้เอาค่าที่คำนวนได้ไปใส่ในช่อง Pressure Advance แล้วทำการบันทึก
Calibrate หาค่าอัตราการฉีดเส้นพลาสติกที่ฉีดได้สูงสุด
ค่านี้จะเป็นตัวกำหนดความเร็วในการปริ้น ถ้าค่านี้ต่ำ ต่อให้ปรับความเร็ว เครื่องไปสูงสุด เครื่องก็จะไม่ปรับความเร็วให้ เพราะถูกจำกัดด้วยค่านี้ ซึ่งค่านี้เรียกว่า Max Volumetic Speed ค่านี้จะเป็นตัวกำหนดว่า หัวฉีดจะสามารถดันเส้นออกมาได้เร็วแค่ไหน ถ้าหัวฉีดดันเส้นออกมาได้ไม่เร็ว การปร้บความเร็วที่มากเกินไป ก็จะทำให้เส้นที่ฉีด ออกมาไม่สม่ำเสมอ ดังนั้นโปรแกรมเลยต้อง Limit ค่านี้ไว้ สำหรับค่านี้ สามารถที่จะปรับและหาได้ จากเส้นพลาสติก โดยการปริ้นเทส
ต้องไม่ลืมว่าเส้นพลาสติกแต่ละชนิด จะมีความหนืดที่แตกต่างกัน บางชนิดไหลออกมาง่าย บางชนิดไหลออกมายาก การหาค่านี้จะช่วยให้ใช้เครื่องได้เต็มประสิทธิภาพ เต็มความเร็วที่เครื่องสามารถทำได้ โดยที่งานปริ้นยังคงออกมาได้สวยงาม
วิธีการหาค่า Max Volumetric Speed
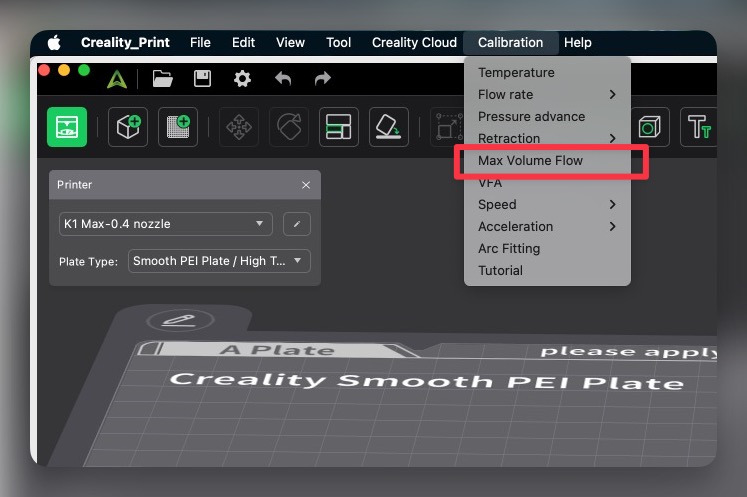
หลังจากเลือกแล้วจะมีหน้าต่าง สำหรับให้ใส่ค่า เพื่อสร้างโมเดลสำหรับเทสปริ้นเพื่อหาค่า
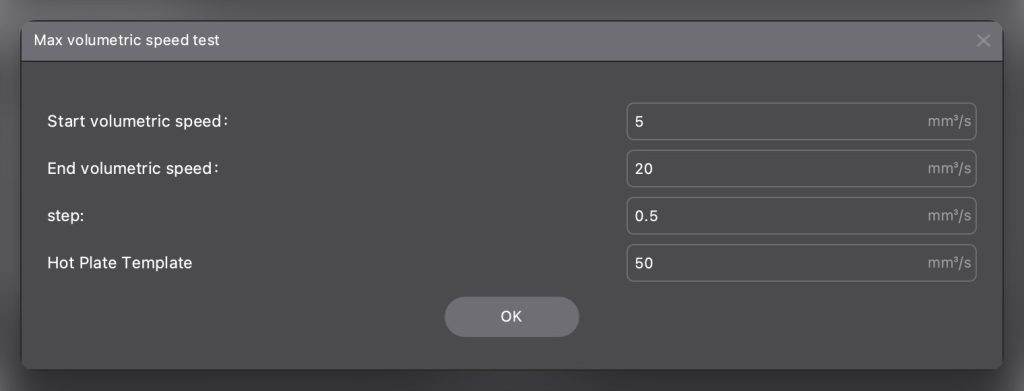
- Start Volumetric speed ความเร็วเริ่มต้นที่ต้องการ
- End Volumetric speed ความเร็วสุดท้ายที่ต้องการ
- Step ช่วงความเร็วที่จะให้เพิ่มขึ้น
- Hot Plate Template ให้ใส่ 50
สำหรับเส้นบางชนิดถูกพัฒนาใส่สารพิเศษที่จะช่วยให้พลาสติกไหลตัวได้ดีมากขึ้น ซึ่งเมื่อลองเทสแล้ว ค่า End Volumetric Speed ยังคงให้งานปริ้นที่สวยอยู่ ก็ให้ปรับค่านี้ขึ้นไปอีก เพื่อให้เครื่องเทส ถึงจุดสูงสุด ที่เส้นไม่สามารถที่จะฉีดออกมาได้อย่างสม่ำเสมอ เส้นพวกนี้ส่วนใหญ่จะใช้ชือ Hyper นำหน้า หรือถ้าเป็นเส้นของ Polymaker ก็จะใช้ชื่อว่า Polysonic
หลังจากปริ้นเสร็จ ตัวโมเดลที่ปริ้นออกมาจะมีบางส่วนที่ เส้นออกมาไม่สม่ำเสมอ ซึ่งเป็นเรื่องปกติ ไม่ต้องกังวัล ให้เอาไม้บรรทัด มาวัดความสูงจากชั้นล่างสุด ไปถึงชั้นที่เส้นเริ่มออกมาไม่สม่ำเสมอ ซึ่งต้องสังเกตุให้ดี มองให้รอบๆตัวโมเดล เมื่อวัดได้แล้ว ให้เอาค่านั้นมาใส่ในสูตรเพื่อหาค่า Max Volumetic Speed
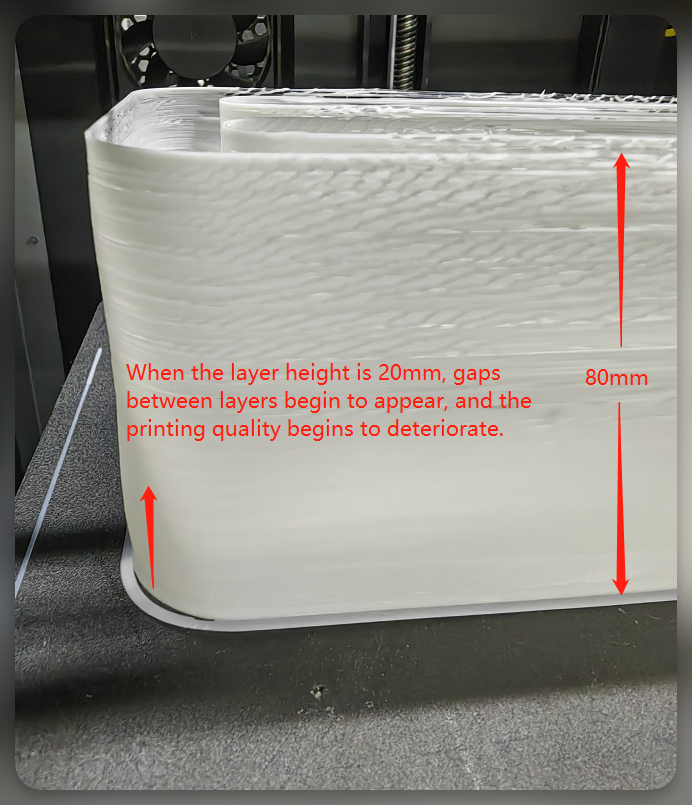
ในตัวอย่าง ชั้นที่เส้นออกมาแล้วเริ่มไม่สม่ำเสมอจะเริ่มตั้งแต่ความสูง 20 มิลลิเมตร ขึ้นไป ให้นำค่านี้ไปแทนค่าในสูตร
สูตรที่ใช้ในการคำนวน ให้เริ่มจากเอาค่า Start Volumetric speed + (ค่าที่วัดได้จากไม้บรรทัดมีหน่วยเป็นมิล x Step ช่วงความเร็วที่จะให้เพิ่มขึ้น) ตัวอย่างจากภาพจะแทนสูตรได้ 5 + (20 x 0.5) = 15
ผลลัพท์ที่ได้ คือ 15 แปลว่าค่า Max Volumetric Speed สำหรับเส้นพลาสติกตัวนี้ คือ 15 ให้เอาค่านี้ไปใส่ในโปรแกรม
นำค่าได้ที่ไปใส่ใน Max Volumetric Speed
SATISFYING?
บทความนี้เป็นประโยชน์หรือไม่