เทคนิคการอ่านเส้นทางเดินหัวพิมพ์ในหน้า Preview
อธิบายวิธีอ่านข้อมูลในหน้า Preview ของ Bambu Studio หลังจากกด Slice แล้ว โดยเน้นการอ่านสีของเส้นทางเดินหัวพิมพ์ การตรวจ Layer ทีละชั้น และการใช้คำสั่งที่สามารถใส่เข้าไปใน Layer เช่น Add Pause, Add Custom G-code และ Change Filament
หน้า Preview ไม่ได้มีไว้ดูเพียงว่าชิ้นงานจะพิมพ์เสร็จกี่ชั่วโมง แต่เป็นหน้าที่ใช้ตรวจว่า Slicer สร้างเส้นทางเดินหัวพิมพ์ออกมาตรงกับที่เราคาดไว้หรือไม่ ก่อนส่งงานไปพิมพ์จริง
ในงานใช้งานจริง แนะนำให้เปิดดูหน้า Preview ทุกครั้งก่อนเริ่มพิมพ์ โดยเฉพาะงานที่มี Support, งานใช้หลายสี, งานใช้ AMS, งานที่ต้องหยุดใส่อุปกรณ์ระหว่างพิมพ์ หรือโมเดลที่มีรายละเอียดเล็ก ๆ เพราะข้อมูลในหน้านี้ช่วยให้เห็นปัญหาที่อาจเกิดขึ้นได้ตั้งแต่ก่อนเริ่มงานพิมพ์
ข้อมูลที่อ่านได้จาก Color Scheme
หลัง Slice แล้ว Bambu Studio สามารถแสดงข้อมูลของชิ้นงานด้วย Color Scheme หลายแบบ เช่น Line Type, Filament, Speed, Layer Height, Line Width, Flow, Layer Time, Fan Speed และ Temperature โดยแต่ละแบบใช้ตอบคำถามคนละเรื่อง1
Color Scheme | ใช้ดูอะไร | ควรเช็กเมื่อไร |
|---|---|---|
Line Type | ประเภทของเส้นทางเดินหัวพิมพ์ เช่น ผนัง, Infill, Support และเส้นพิเศษอื่น ๆ | ใช้ตรวจว่า Wall, Infill และ Support ถูกสร้างในตำแหน่งที่ถูกต้องหรือไม่ |
Filament | สีและปริมาณเส้นที่ใช้กับชิ้นงาน รวมถึงส่วนที่เกี่ยวกับ flushing และ prime tower | ใช้กับงานหลายสีหรือหลายวัสดุ เพื่อดูว่าแต่ละสีถูกใช้ตรงตำแหน่งที่ควรเป็นหรือไม่ |
Speed | ความเร็วพิมพ์ในแต่ละพื้นที่ของโมเดล | ใช้ดูบริเวณที่พิมพ์เร็วหรือช้าเกินไป และประเมินความเสี่ยงเรื่องคุณภาพผิว |
Layer Height | ความสูงของแต่ละ Layer หรือความละเอียดแนวตั้งของโมเดล | ใช้ตรวจงานที่เปิด Variable Layer Height หรืองานที่ต้องการรายละเอียดแนวตั้งมากเป็นพิเศษ |
Line Width | ความกว้างเส้นที่หัวฉีดวางลงบนชิ้นงาน | ใช้ดูผลของการตั้งค่าเส้นกว้างต่อรายละเอียด ความแข็งแรง และความเร็วพิมพ์ |
Flow | Volumetric flow rate ของเส้นในตำแหน่งต่าง ๆ | ใช้ดูจุดที่เครื่องต้องอัดเส้นออกมามาก และช่วยประเมินข้อจำกัดของวัสดุ/หัวฉีด |
Layer Time | เวลาที่ใช้พิมพ์ในแต่ละ Layer | ใช้หาชั้นที่ใช้เวลานานผิดปกติ หรือชั้นเล็กที่อาจต้องระบายความร้อนมากขึ้น |
Fan Speed | รอบพัดลม Part Cooling ในแต่ละ Layer | ใช้ตรวจว่าบริเวณที่ต้องการการระบายความร้อนได้รับรอบพัดลมตามที่ตั้งไว้หรือไม่ |
Temperature | อุณหภูมิหัวฉีดในแต่ละ Layer | ใช้กับงานหลายชนิดเส้นหรือใช้ AMS เพราะอุณหภูมิอาจเปลี่ยนตามวัสดุที่ถูกพิมพ์ |
อ่าน Line Type เพื่อดูว่า Slicer วางเส้นอะไรไว้ตรงไหน
Line Type แสดงประเภทของเส้นด้วยสีที่แตกต่างกัน เช่น เส้นผนังด้านนอก เส้นผนังด้านใน Infill, Support และเส้นประเภทอื่น ๆ พร้อมข้อมูลเวลา เปอร์เซ็นต์เวลาพิมพ์ ความยาวเส้น และน้ำหนักเส้นที่ใช้ในแต่ละประเภท1

เวลาตรวจ Line Type ให้มองเป็นลำดับจากโครงสร้างหลักก่อน เช่น ผนังด้านนอกและผนังด้านในต้องต่อเนื่องหรือไม่ จากนั้นค่อยดู Infill และ Support ว่าถูกสร้างในตำแหน่งที่สมเหตุสมผลหรือไม่ หากพบว่า Support ไปแตะผิวงานมากเกินไป หรือ Infill อยู่ในจุดที่ไม่ต้องการ ควรกลับไปปรับค่าที่หน้า Prepare แล้ว Slice ใหม่
ค่าต่างๆที่แสดงใน Line Type สามารถนำเอาคำศัพท์ที่แสดง ไปค้นหาในช่องค้นหา เพื่อนำไปปรับแต่งค่า ในการปริ้น
อ่าน Filament เพื่อดูสีและปริมาณเส้นที่ใช้
Filament ใช้แสดงสีของเส้นที่ถูกใช้ในงาน รวมถึงความยาวและน้ำหนักเส้นที่ใช้กับตัวโมเดล ส่วน flushing และ prime tower
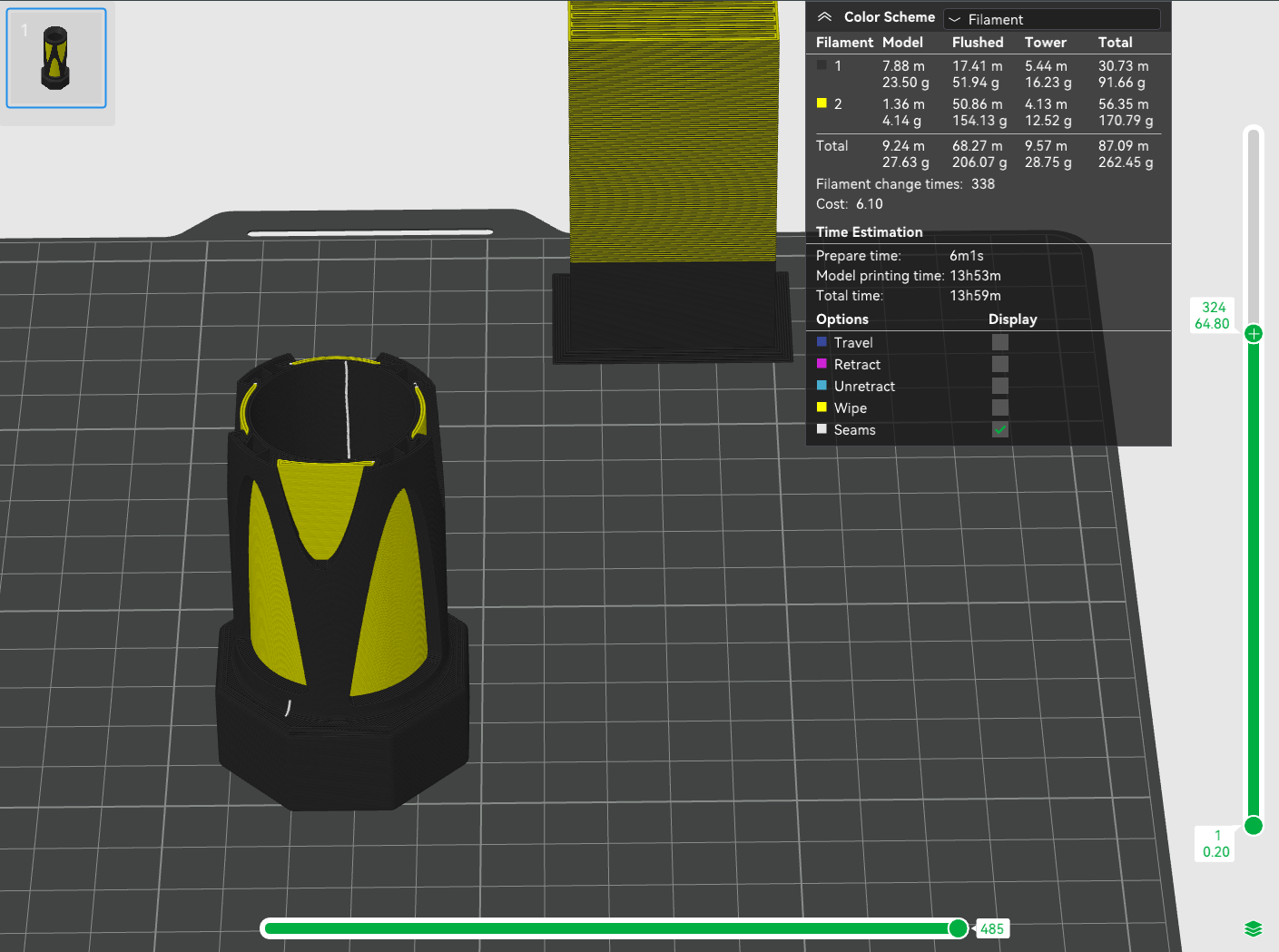
สำหรับงานหลายสี ควรใช้มุมมองนี้เพื่อตรวจว่าพื้นที่ของสีแต่ละสีอยู่ถูกตำแหน่งหรือไม่ และควรดูปริมาณเส้นที่ใช้ร่วมกับข้อมูล flushing/prime tower เพราะงานหลายสีอาจมีเส้นที่ถูกใช้ในกระบวนการเปลี่ยนสีมากกว่าที่เห็นบนตัวโมเดลจริง
อ่าน Speed เพื่อประเมินความเร็วในแต่ละพื้นที่
Speed แสดงความเร็วพิมพ์ด้วยสีที่แตกต่างกัน โดยตัวเลขที่มากกว่าหมายถึงบริเวณนั้นจะถูกพิมพ์ด้วยความเร็วสูงกว่า
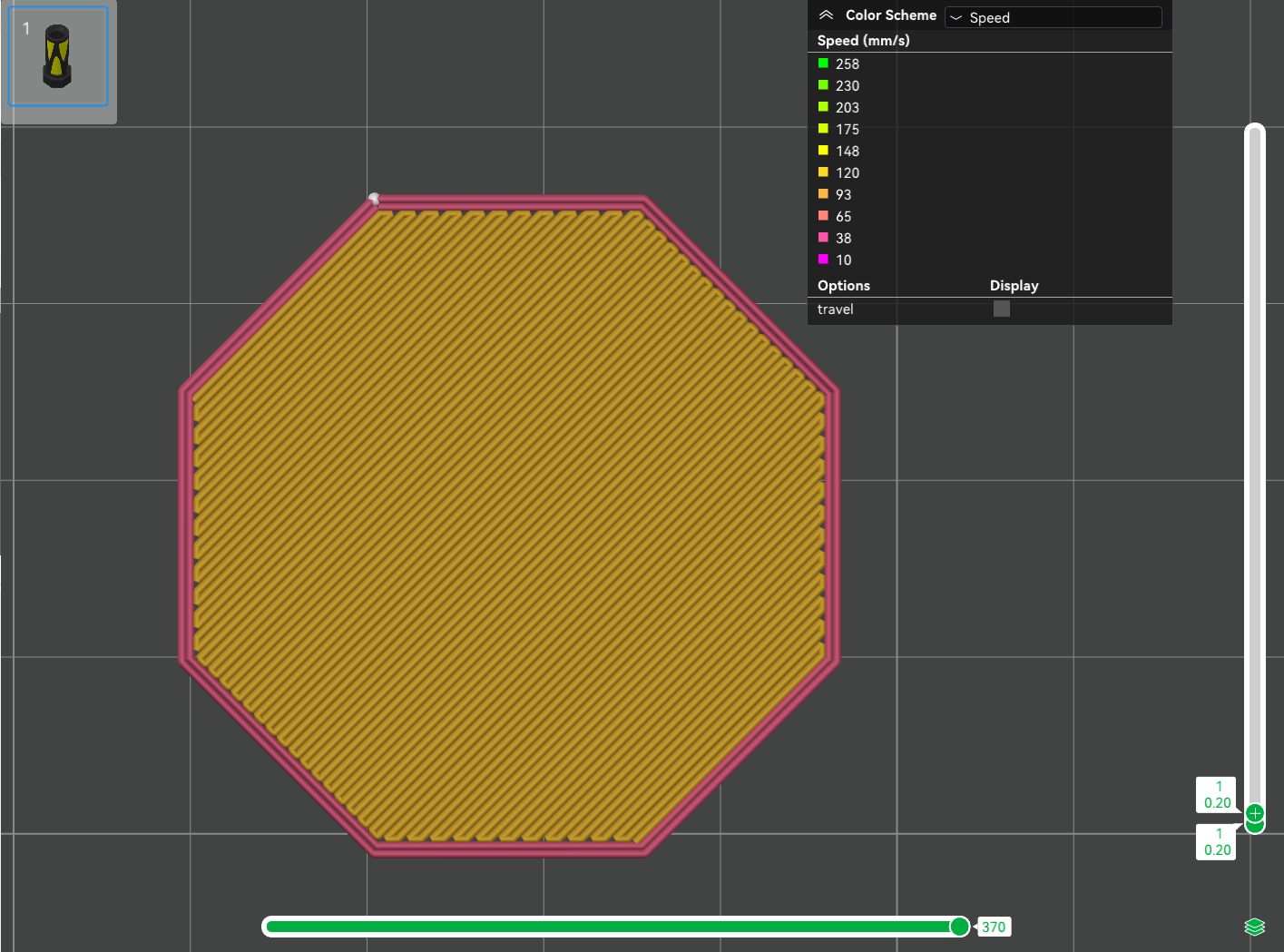
มุมมองนี้มีประโยชน์มากเมื่อชิ้นงานมีทั้งพื้นที่ใหญ่และรายละเอียดเล็กในชิ้นเดียวกัน หากเห็นบริเวณเล็กหรือขอบบางถูกพิมพ์เร็วเกินไป ควรกลับไปปรับค่าความเร็วหรือคุณภาพผิวให้เหมาะสมก่อนพิมพ์จริง
อ่าน Layer Height เพื่อดูความละเอียดแนวตั้ง
ในงาน FDM โมเดลถูกสร้างขึ้นทีละ Layer ดังนั้น Layer Height จึงสัมพันธ์กับความละเอียดในแนวตั้งของชิ้นงาน โดย Layer ที่ต่ำกว่าจะให้รายละเอียดละเอียดกว่า และ Bambu Studio แสดง Layer Height ด้วยสีที่แตกต่างกัน สีที่สว่างกว่าหมายถึง Layer ที่สูงกว่า นอกจากนี้ยังสามารถใช้ฟังก์ชัน Variable Layer Height เพื่อกำหนดความสูงของแต่ละ Layer ได้

ถ้าใช้ Variable Layer Height ควรตรวจมุมมองนี้เสมอ เพราะจะช่วยให้เห็นว่าบริเวณโค้ง รายละเอียดเล็ก หรือผิวที่ต้องการความเนียน ได้รับ Layer Height ที่ละเอียดกว่าจุดอื่นจริงหรือไม่
อ่าน Line Width เพื่อดูความกว้างของเส้นที่หัวฉีดวางลงไป
Line Width หมายถึงความกว้างของเส้นพลาสติกที่ถูกหลอมและอัดออกจากหัวฉีดระหว่างพิมพ์ โดยปกติความกว้างของเส้นที่ถูกอัดออกมาจะใกล้เคียงกับขนาดหัวฉีด และการเปลี่ยน Line Width ส่งผลต่อคุณภาพ ความเร็ว ความแข็งแรง และรายละเอียดของโมเดล

หากเพิ่ม Line Width มากขึ้น พื้นที่สัมผัสระหว่างชั้นอาจมากขึ้นและช่วยเรื่องการยึดเกาะระหว่าง Layer ได้ แต่ในทางกลับกันอาจลดรายละเอียดเล็ก ๆ ของโมเดลลงได้ ดังนั้นควรใช้มุมมองนี้ตรวจว่าส่วนละเอียดของโมเดลยังคงมีเส้นที่เหมาะสมก่อนพิมพ์
อ่าน Flow เพื่อดูปริมาณการไหลของเส้น
Flow แสดงค่า volumetric flow rate ของเส้นตามตำแหน่งต่าง ๆ ของโมเดล โดยเครื่องพิมพ์มีข้อจำกัดสูงสุดของ volumetric flow rate สำหรับวัสดุแต่ละชนิด หรือพูดง่าย ๆ คือมีขีดจำกัดว่าหัวฉีดสามารถอัดเส้นออกมาได้มากเท่าไรต่อหน่วยเวลา
สูตรการหาค่า: Maximum volumetric flow rate = cross-sectional area of extruded line × maximum printing speed

มุมมอง Flow เหมาะสำหรับตรวจงานที่พิมพ์เร็ว งานที่ใช้หัวฉีดใหญ่ หรืองานที่เส้นถูกอัดออกมามากในบางพื้นที่ หากเห็นพื้นที่ใดมี Flow สูงมาก ควรพิจารณาร่วมกับชนิดเส้นและค่าความเร็ว เพื่อเลี่ยงปัญหาเส้นออกไม่ทันหรือผิวงานไม่สม่ำเสมอ
อ่าน Layer Time เพื่อดูเวลาพิมพ์ของแต่ละชั้น
Layer Time แสดงเวลาที่ใช้พิมพ์ในแต่ละ Layer โดยทั่วไป Layer ที่มีพื้นที่ใหญ่กว่าจะใช้เวลาพิมพ์นานกว่า

ในงานจริง มุมมองนี้ช่วยให้เห็นชั้นที่ใช้เวลานานเป็นพิเศษ และช่วยให้ประเมินได้ว่าส่วนใดของชิ้นงานเป็นตัวกำหนดเวลาพิมพ์รวม หากต้องการลดเวลาพิมพ์ ควรดู Layer Time ควบคู่กับ Speed, Infill และ Support ก่อนตัดสินใจปรับค่า
อ่าน Fan Speed เพื่อดูการระบายความร้อน
Fan Speed แสดงรอบพัดลม Part Cooling ใน Layer ต่าง ๆ โดยความเร็วพัดลมที่สูงขึ้นทำให้เส้นเย็นตัวเร็วขึ้น
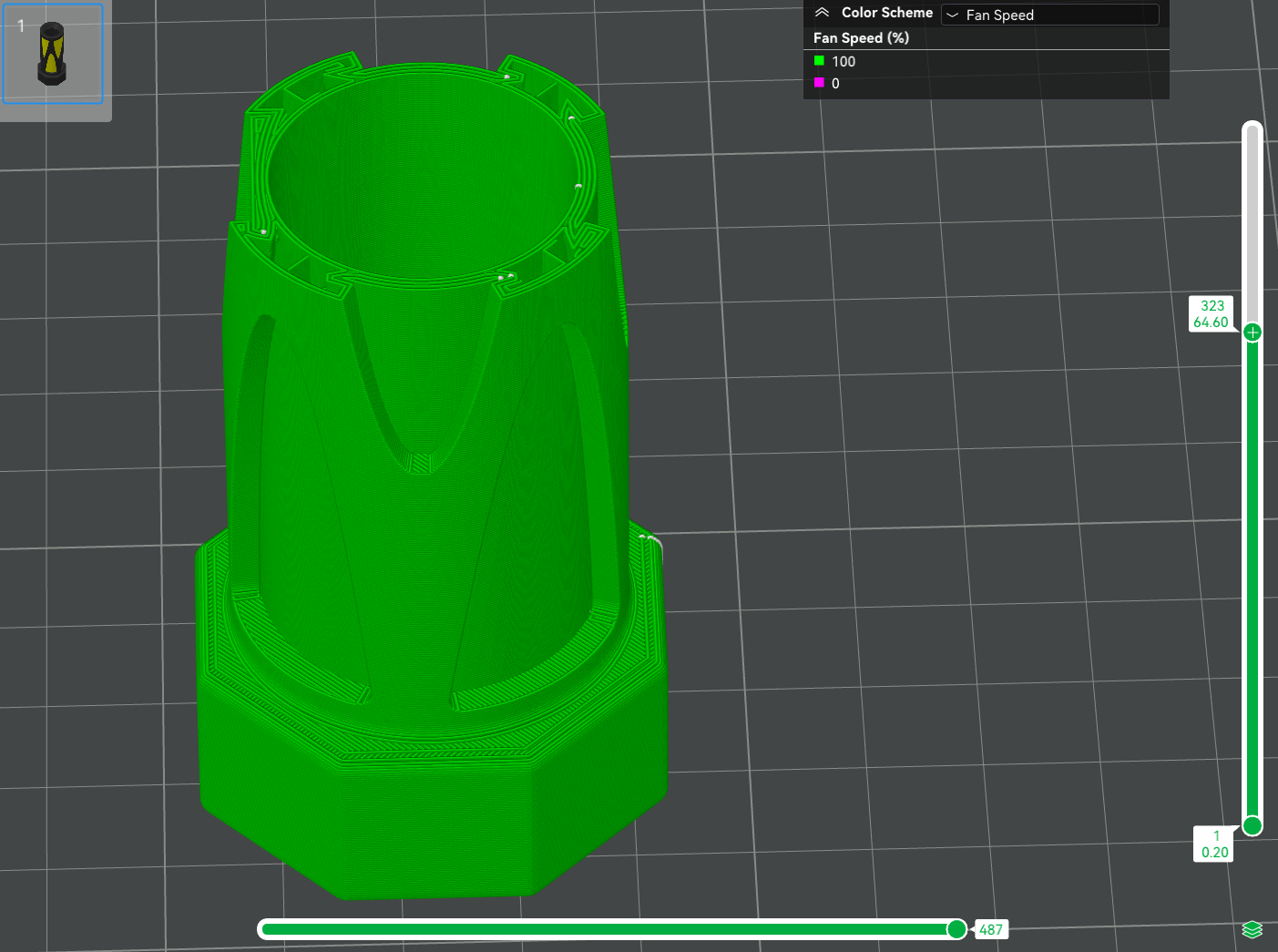
มุมมองนี้เหมาะกับชิ้นงานที่มีส่วนเล็ก ยอดแหลม สะพาน หรือบริเวณที่ต้องการให้พลาสติกเซ็ตตัวเร็ว หากการระบายความร้อนไม่เหมาะสม อาจต้องกลับไปตรวจค่าการระบายความร้อนใน Filament Settings แล้ว Slice ใหม่
อ่าน Temperature เพื่อดูอุณหภูมิหัวฉีดในแต่ละ Layer
Temperature แสดงอุณหภูมิหัวฉีดใน Layer ต่าง ๆ หากพิมพ์ด้วยเส้นชนิดเดียว อุณหภูมิหัวฉีดมักคงที่ตลอดงาน แต่ถ้าพิมพ์หลายชนิดเส้นร่วมกับ AMS อุณหภูมิอาจเปลี่ยนตามวัสดุที่ถูกใช้ในแต่ละช่วง1

ควรตรวจมุมมองนี้เมื่อใช้วัสดุต่างชนิดกันในงานเดียว เช่น วัสดุหลักกับวัสดุ Support เพราะอุณหภูมิที่เปลี่ยนไปตาม Layer มีผลต่อคุณภาพการหลอมและการยึดเกาะของเส้น
วิธีเลื่อนดู Layer และเส้นทางเดินหัวพิมพ์
ในหน้า Preview สามารถลากแถบด้านขวาและแถบด้านล่างเพื่อดูข้อมูลและเส้นทางเดินหัวพิมพ์ของ Layer ต่าง ๆ ได้ โดยสามารถใช้ปุ่มลูกศรบนคีย์บอร์ดเพื่อเลื่อนทีละตำแหน่งได้สะดวกขึ้น แถบด้านขวาแสดงหมายเลข Layer, ความสูงของ Layer และเวลาพิมพ์ ส่วนแถบด้านล่างแสดงเส้นทางเดินหัวพิมพ์ของ Layer ที่เลือกอยู่1

วิธีอ่านที่แนะนำคือให้เริ่มจากดูภาพรวมทั้งโมเดลก่อน จากนั้นเลื่อน Layer จากล่างขึ้นบนเพื่อตรวจจุดเริ่มต้น งาน Support และบริเวณ Overhang ถ้าเป็นงานที่ซับซ้อน ให้เลื่อนดูช่วงที่คาดว่าจะมีปัญหา เช่น จุดต่อของ Support กับผิวงาน หรือบริเวณที่หน้าตัดเปลี่ยนอย่างรวดเร็ว
การดูทีละ Layer และ Jump to Layer
หลังเลือก Layer แล้ว สามารถคลิกไอคอนบริเวณมุมขวาล่างเพื่อแสดงเฉพาะ Layer นั้นได้ จากนั้นเมื่อลากแถบ จะเห็น Layer ทีละชั้น และถ้าต้องการกลับไปแสดงทุก Layer ให้คลิกไอคอนเดิมอีกครั้ง หากต้องการไปยัง Layer ที่ระบุโดยตรง ให้คลิกขวาที่เครื่องหมาย + แล้วเลือก Jump to Layer และกรอกหมายเลข Layer ที่ต้องการ
![]()
หากแก้ไขค่าพารามิเตอร์ใด ๆ หลังจากตรวจ Preview แล้ว จำเป็นต้อง Slice โมเดลใหม่ก่อนส่งพิมพ์ และถ้าต้องการกลับไปหน้าเตรียมงาน ให้คลิก Prepare ที่มุมซ้ายบนของโปรแกรม
คำสั่งที่ใช้ได้เมื่อคลิกขวาที่เครื่องหมาย +
Bambu Studio มีคำสั่งเพิ่มเติมที่สามารถใส่เข้าไปใน Layer ได้โดยคลิกขวาที่เครื่องหมาย + ได้แก่ Add Pause, Add Custom G-code และ Change Filament
คำสั่ง | ใช้ทำอะไร | ข้อควรระวัง |
|---|---|---|
Add Pause | สั่งให้เครื่องหยุดก่อนพิมพ์ Layer ที่กำหนด และต้องให้ผู้ใช้กลับมากด Resume ด้วยตัวเอง | ถ้าใส่ผิด Layer งานอาจหยุดในตำแหน่งที่ไม่ต้องการ ควรตรวจ Layer ให้แน่ใจก่อนส่งพิมพ์ |
Add Custom G-code | เพิ่ม G-code เฉพาะ Layer เพื่อทำงานเฉพาะทาง เช่น เปลี่ยนอุณหภูมิหัวฉีด | ผู้ใช้ควรเข้าใจ G-code ที่ใส่ เพราะคำสั่งผิดอาจกระทบงานพิมพ์ได้ |
Change Filament | เปลี่ยนเส้น Filament ที่ Layer ที่ต้องการ | ฟังก์ชันนี้ใช้ได้เฉพาะกับ AMS |
Add Pause
หากเพิ่ม Pause เข้าไปใน Layer ใด เครื่องพิมพ์จะหยุดก่อนเริ่มพิมพ์ Layer นั้น และผู้ใช้ต้อง Resume งานด้วยตัวเอง ตัวอย่างจากต้นฉบับคือการเพิ่ม Pause ที่ Layer แรก เพื่อให้เครื่องหยุดก่อนพิมพ์ Layer แรก แล้วผู้ใช้สามารถนำเส้น Flow Calibration บนแผ่นฐานออกก่อน Resume งานพิมพ์ ทำให้เส้น Flow Calibration ไม่กินพื้นที่บนแผ่นพิมพ์

Add Custom G-code
Add Custom G-code ใช้เพิ่ม G-code เข้าไปใน Layer ที่ต้องการ เพื่อทำการตั้งค่าเฉพาะทาง ตัวอย่างจากต้นฉบับคือ M104 S250 ซึ่งหมายถึงสั่งให้หัวฉีดร้อนถึง 250 °C ก่อนพิมพ์ Layer นั้น และสามารถใช้แนวคิดนี้สร้าง Temperature Tower โดยใส่ G-code ที่กำหนดอุณหภูมิแตกต่างกันใน Layer ต่าง ๆ ได้

Change Filament
Change Filament ใช้เปลี่ยนเส้นที่ Layer ที่ต้องการ โดยต้นฉบับระบุว่าฟังก์ชันนี้ใช้ได้เฉพาะกับ AMS
ตัวอย่างการนำ Preview ไปใช้ตรวจงานก่อนพิมพ์จริง
หน้า Preview ช่วยให้ผู้ใช้ปรับค่าพิมพ์และตรวจคุณภาพงานได้ดีขึ้น เพราะสามารถตรวจเส้นทางเดินหัวพิมพ์ทีละ Layer และดูได้ว่า G-code ที่ Bambu Studio สร้างออกมาตรงกับที่คาดไว้หรือไม่
สิ่งที่ต้องการตรวจ | วิธีใช้หน้า Preview | ผลลัพธ์ที่ช่วยลดความเสี่ยง |
|---|---|---|
ตรวจเส้นทางเดินหัวพิมพ์ | เลื่อนดู Print Path ทีละ Layer | เห็นจุดที่ Slicer สร้างเส้นผิดจากที่คาดไว้ก่อนเริ่มพิมพ์ |
ฝังแม่เหล็กหรือชิ้นส่วนในโมเดล | ใช้ Add Pause ใน Layer ที่ต้องการหยุด | เครื่องหยุดให้ผู้ใช้ใส่อุปกรณ์ แล้วค่อย Resume เพื่อให้ชิ้นส่วนนั้นถูกล็อกอยู่ด้านใน |
ปรับ Support | ดูตำแหน่ง Support ในแต่ละ Layer | เช็กว่าจุด Overhang มี Support เพียงพอ และลด Support ที่ไม่จำเป็น |
ปรับ Infill | ดูรูปแบบและทิศทาง Infill | ช่วยเลือก Pattern และ Density ให้เหมาะกับความแข็งแรงและการประหยัดเส้น |
ประเมิน Layer Height | ดู Layer Height และผิวที่ต้องการรายละเอียด | ช่วยตรวจว่าบริเวณที่ต้องการผิวละเอียดได้รับ Layer Height ที่เหมาะสม |
ลดเวลาพิมพ์ | ดู Layer Time และ Speed | เห็นส่วนที่ใช้เวลานานและเลือกปรับเฉพาะจุดได้แม่นขึ้น |
หา Potential Issues | เลื่อนดูชั้นที่มี Overhang หรือจุดเปลี่ยนรูปทรง | พบปัญหาล่วงหน้า เช่น Support ไม่พอ หรือเส้นทางเดินหัวพิมพ์ในจุดเปลี่ยนผ่านไม่ต่อเนื่อง |
ตารางแก้ปัญหาที่พบบ่อย
อาการที่พบในหน้า Preview | วิธีตรวจสอบหรือแก้ไข |
|---|---|
Support ขึ้นในตำแหน่งที่ไม่ต้องการ | เปิด Line Type แล้วดูเส้น Support จากนั้นกลับไปปรับ Support ที่หน้า Prepare และ Slice ใหม่ |
สีของเส้นไม่ตรงกับที่ตั้งไว้ | เปิด Filament เพื่อตรวจว่าสี/วัสดุถูกใช้กับตำแหน่งที่ถูกต้องหรือไม่ |
บาง Layer ใช้เวลานานมาก | เปิด Layer Time แล้วดูว่าเกิดจากพื้นที่หน้าตัดใหญ่, Infill หรือ Support จากนั้นปรับค่าที่เกี่ยวข้อง |
งานหลายวัสดุมีอุณหภูมิเปลี่ยนหลายช่วง | เปิด Temperature เพื่อตรวจว่าอุณหภูมิเปลี่ยนตามวัสดุที่ใช้จริงหรือไม่ |
ต้องการหยุดเครื่องเพื่อฝังชิ้นส่วน | เลือก Layer ที่ต้องการ แล้วใช้ Add Pause ก่อนส่งพิมพ์จริง |
แก้ค่าแล้ว Preview ไม่เปลี่ยน | ต้อง Slice ใหม่หลังแก้พารามิเตอร์ เพราะ Preview แสดงผลจาก G-code ที่ Slice แล้ว |