การใส่และปริ้นเส้นยาง TPU
อธิบายขั้นตอนการเตรียมเส้น TPU และการพิมพ์ TPU บนเครื่อง บนเครื่อง Bambu Lab A2L A2L เนื้อหาจะเน้นวิธีใช้งานจริง ตั้งแต่การเก็บรักษาเส้น การอบเส้น การจัดตำแหน่งอุปกรณ์ป้อนเส้น ไปจนถึงการโหลดเส้น ตั้งค่าการพิมพ์ และ unload เส้นหลังใช้งานเสร็จ
TPU เป็นเส้นที่มีความยืดหยุ่นสูง จึงต้องระวังเรื่อง ความชื้น และ แรงต้านในเส้นทางป้อนเส้น จึงต้องระวังเรื่อง ความชื้น และ แรงต้านในเส้นทางป้อนเส้น มากกว่าเส้นแข็งทั่วไป เช่น PLA หรือ PETG หากจัดเส้นทางป้อนเส้นไม่ดี เส้นอาจฝืด เฟือง extruder อาจลื่น หรือเกิดปัญหาเส้นถูกกัดจนป้อนต่อไม่ได้ ดังนั้นก่อนพิมพ์จริงควรเตรียมอุปกรณ์และตรวจลำดับขั้นตอนให้ครบก่อนเริ่มงาน
งานพิมพ์ TPU บน A2L ควรเริ่มจากเส้นที่แห้ง จัดวางม้วนเส้นให้หมุนลื่นที่สุด ลดความยาวของท่อ PTFE เท่าที่จำเป็น และโหลดเส้นเข้าหัวพิมพ์ด้วยความใจเย็น เพราะ TPU ไม่ชอบแรงต้านและไม่ชอบการดันเร็วเกินไป
ภาพรวมของเส้น TPU ที่รองรับ
Bambu Lab ระบุว่า TPU ที่กล่าวถึงในบทความต้นฉบับ ได้แก่ ได้แก่ TPU 85A, TPU 90A และ TPU 95A HF โดยเรียงลำดับความแข็งจากแข็งไปอ่อนคือ HF โดยเรียงลำดับความแข็งจากแข็งไปอ่อนคือ 95A HF > 90A > 85A บทความต้นฉบับจะยกตัวอย่างขั้นตอนหลักโดยใช้ 85A บทความต้นฉบับจะยกตัวอย่างขั้นตอนหลักโดยใช้ TPU 90A ร่วมกับ 90A ร่วมกับ AMS HT HT บนเครื่อง A2L
ประเด็น | คำอธิบายสำหรับผู้ใช้งาน |
|---|---|
วัสดุ | TPU หรือ Thermoplastic Polyurethane เป็นวัสดุที่มีความยืดหยุ่น เหมาะกับงานที่ต้องการความนิ่มหรือทนแรงกระแทก |
จุดที่ต้องระวัง | ดูดความชื้นง่าย เส้นนิ่ม ป้อนยากกว่าเส้นแข็ง และไวต่อแรงต้านในเส้นทางป้อนเส้น |
แนวทางหลัก | อบเส้นให้แห้งก่อนพิมพ์ ใช้อุปกรณ์ป้อนเส้นที่ทำให้ม้วนหมุนลื่น และลดความยาว/ความโค้งของท่อ PTFE |
ตัวอย่างในคู่มือ | TPU 90A บน A2L โดยใช้ AMS HT |
การเก็บรักษาเส้น TPU
TPU เป็นวัสดุที่ดูดความชื้นได้ง่าย หากเส้นมีความชื้นสะสมอยู่มาก คุณภาพผิวงานพิมพ์จะลดลง และอาจเกิดอาการฟอง รูพรุน หรือการไหลของเส้นที่ไม่สม่ำเสมอได้ Bambu Lab แนะนำให้เก็บม้วนเส้นในสภาพแวดล้อมที่มีความชื้นสัมพัทธ์ต่ำกว่า แนะนำให้เก็บม้วนเส้นในสภาพแวดล้อมที่มีความชื้นสัมพัทธ์ต่ำกว่า 20% RH RH พร้อมใส่กล่องปิดสนิทและใช้สารดูดความชื้นร่วมด้วย

สำหรับการใช้งานจริง แนะนำให้แยกกล่องเก็บ TPU ออกจากเส้นชนิดอื่นที่ใช้งานบ่อย เพราะการเปิดกล่องบ่อย ๆ จะทำให้ความชื้นภายในกล่องเพิ่มขึ้นได้ง่าย หากไม่ได้ใช้งาน TPU ต่อเนื่อง ควรปิดผนึกถุงหรือกล่องทันทีหลังใช้งานเสร็จ
วิธีเก็บรักษา | เหตุผล |
|---|---|
เก็บในพื้นที่ต่ำกว่า 20% RH | ลดโอกาสที่ TPU จะดูดความชื้นจากอากาศ |
ใช้กล่องหรือถุงปิดสนิท | ป้องกันอากาศชื้นเข้าไปสัมผัสกับม้วนเส้นโดยตรง |
ใส่สารดูดความชื้น | ช่วยรักษาความชื้นภายในกล่องให้ต่ำและคงที่ |
ปิดกล่องทันทีหลังใช้งาน | ลดเวลาที่ม้วนเส้นสัมผัสกับอากาศภายนอก |
การเตรียมเส้นก่อนพิมพ์
การอบเส้น TPU
ก่อนพิมพ์ TPU ควรอบเส้นให้แห้ง โดยเฉพาะเส้นที่เปิดใช้งานมาแล้วหรือเก็บไว้นาน เนื่องจากความชื้นในเส้นจะระเหยอย่างรวดเร็วเมื่อผ่าน hotend และทำให้เกิดฟองหรือรูพรุนในชิ้นงานได้ Bambu Lab แนะนำพารามิเตอร์การอบเส้น TPU ด้วยอุปกรณ์หลัก 2 แบบ ได้แก่ ได้แก่ ตู้อบลมร้อนแบบ Forced Air และ Air และ AMS HT
สำหรับลูกค้าที่ไม่ต้องการซื้อของแพง ทางร้านแนะนำเครื่องอบ Polydryer ของ Polymaker ที่เป็นกล่องแยกกับตัวอบ ใช้งานง่าย สะดวก เป็นแบบ Modular ที่กล่องกับตัวอบแยกกัน มีชุดแรกแล้ว ชุดต่อไปก็ซื้อแค่กล่องอย่างเดียว สามารถสั่งซื้อได้ที่ link นี้
อุปกรณ์อบเส้น | อุณหภูมิ | ระยะเวลา | หมายเหตุ |
|---|---|---|---|
Blast / Forced Air Drying Oven | 70 ℃ | 8 ชั่วโมง | เหมาะกับการอบแบบควบคุมอุณหภูมิและอากาศหมุนเวียน |
AMS HT | 75 ℃ | 18 ชั่วโมง | ใช้ AMS HT เป็นอุปกรณ์อบและเตรียมป้อนเส้นต่อได้ |
หาก TPU มีเสียงแตกหรือมีฟองออกจากหัวฉีดระหว่างพิมพ์ มักเป็นสัญญาณว่าความชื้นยังสูงอยู่ ควรหยุดพิมพ์และนำเส้นไปอบใหม่ก่อนเริ่มงานสำคัญ การอบเส้นก่อนพิมพ์แม้จะใช้เวลานาน แต่ช่วยลดปัญหางานเสียและลดเวลาการแก้ปัญหาระหว่างพิมพ์ได้มาก
ความเข้ากันได้ของอุปกรณ์
TPU ต้องใช้เส้นทางป้อนเส้นที่เหมาะสมมากกว่าเส้นแข็งทั่วไป ตารางด้านล่างสรุปความเข้ากันได้ของหัวฉีดและระบบ AMS ตามข้อมูลจาก Bambu Lab
Hardware | เส้น TPU 90A | เส้น TPU 95A HF | เส้น TPU for AMS |
|---|---|---|---|
หัวฉีด | แนะนำ 0.4 / 0.6 / 0.8 mm ไม่รองรับ 0.2 mm ไม่แนะนำหัว High-flow | แนะนำ 0.4 / 0.6 / 0.8 mm ไม่รองรับ 0.2 mm / High-flow | แนะนำ 0.4 / 0.6 / 0.8 mm ไม่รองรับ 0.2 mm / High-flow |
AMS | ใช้ได้เฉพาะกับ AMS HT | ใช้ได้เฉพาะกับ AMS HT | ใช้ได้กับ AMS Series ทุกแบบ |
จากตารางนี้ หากใช้ TPU 90A หรือ TPU 95A HF ควรใช้ ควรใช้ AMS HT HT เป็นหลัก ไม่ควรสรุปว่า TPU ทุกชนิดจะใช้งานกับ AMS ทุกแบบได้เหมือนกัน เพราะ Bambu Lab แยกกลุ่ม แยกกลุ่ม TPU for AMS AMS ออกจาก TPU 90A และ TPU 95A HF อย่างชัดเจน
การจัดระบบป้อนเส้น
กรณีใช้ AMS HT
ถ้ามี ถ้ามี AMS HT HT ควรใช้ช่องป้อนเส้น TPU โดยเฉพาะของ AMS HT เพื่อให้การป้อนเส้นเหมาะกับวัสดุที่ยืดหยุ่นและมีแรงเสียดทานสูงกว่าเส้นแข็งทั่วไป

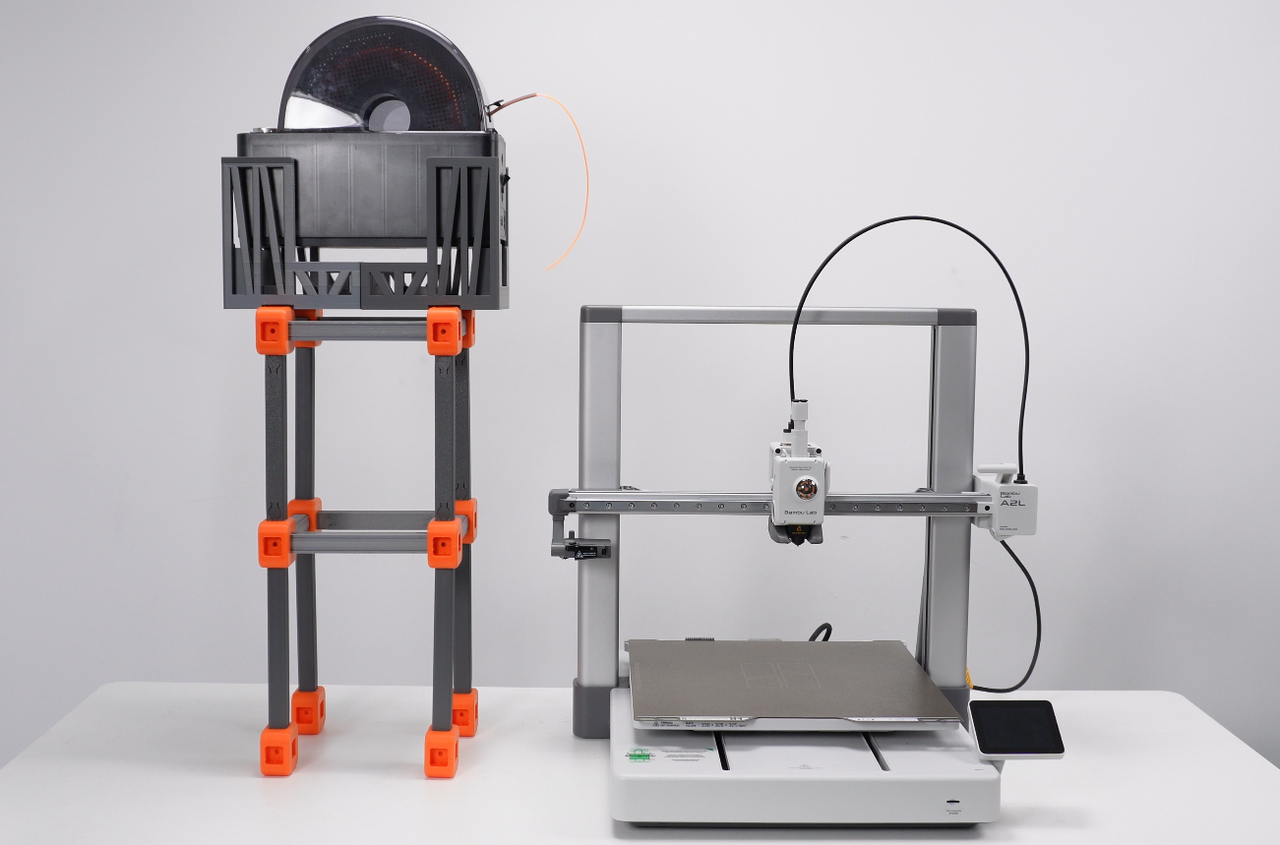
เพื่อให้เส้นไหลได้ลื่นขึ้น Bambu Lab แนะนำให้ตำแหน่ง แนะนำให้ตำแหน่ง ทางออกของเส้นจาก AMS HT อยู่สูงกว่า HT อยู่สูงกว่า ทางเข้า extruder extruder ของเครื่องพิมพ์ การจัดระดับแบบนี้ช่วยลดแรงต้านในเส้นทางป้อนเส้น และทำให้ TPU ไม่ต้องถูกดึงผ่านมุมหรือท่อยาวเกินความจำเป็น
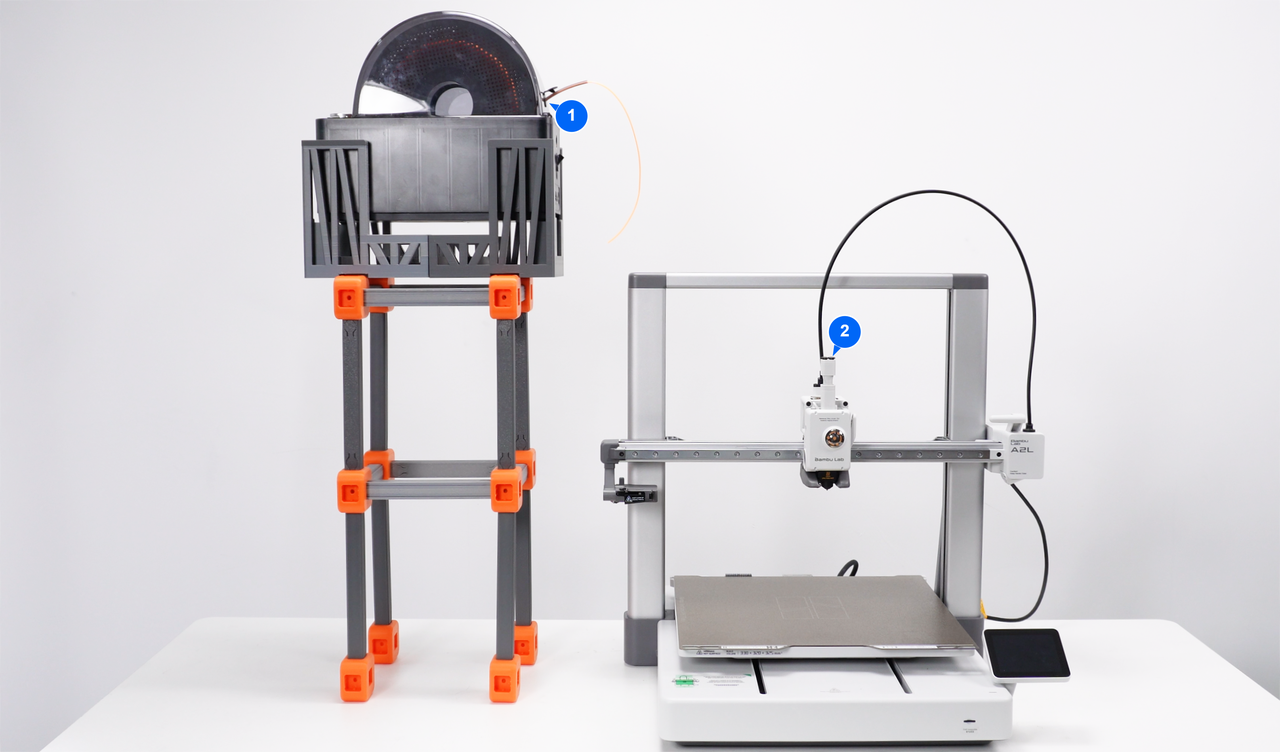
ในงานจริง แนะนำให้ตรวจสองจุดก่อนเริ่มพิมพ์เสมอ จุดแรกคือม้วนเส้นต้องหมุนได้ลื่น ไม่ติดขอบหรือฝา AMS HT จุดที่สองคือเส้นทางออกจาก AMS HT ไปยัง toolhead ต้องไม่มีมุมหักแหลม เพราะ TPU จะยืดและฝืดได้ง่ายกว่าเส้นชนิดอื่น
กรณีใช้กล่องอบแห้ง 5.8 L
ถ้าไม่มี AMS HT สามารถใช้ สามารถใช้ กล่องอบแห้ง 5.8 L L ร่วมกับขาตั้งกล่องได้ โดยควรจัดให้ม้วนเส้นหมุนได้ลื่น และป้อนเส้นออกจาก ช่องด้านข้าง และป้อนเส้นออกจาก ช่องด้านข้าง ของกล่องเพื่อลดแรงต้าน หรือจะใช้กล่อง Polydryer แทนก็ได้
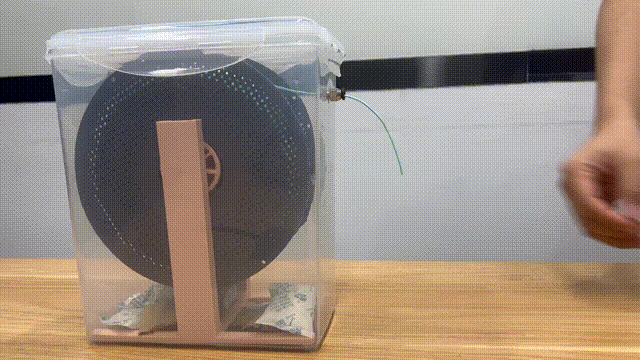
ในกรณีนี้ สิ่งสำคัญคืออย่าให้เส้นถูกดึงจากตำแหน่งที่ฝืดหรือเสียดสีกับขอบกล่อง เพราะ TPU ไม่ได้แข็งพอที่จะรับแรงดึงสูง ๆ ได้ดี ถ้ารู้สึกว่าต้องออกแรงดึงเส้นมาก ควรปรับตำแหน่งกล่องหรือช่องออกของเส้นก่อนเริ่มพิมพ์
ขั้นตอนการโหลดเส้น TPU
ก่อนโหลดเส้น TPU ควรเข้าใจก่อนว่า TPU มีความยืดหยุ่นและมีผิวสัมผัสที่ค่อนข้างฝืด เมื่อมีแรงต้านสูง เช่น ท่อ PTFE ยาวเกินไปหรือม้วนเส้นหมุนไม่ลื่น อาจทำให้เฟือง extruder ลื่น กัดเส้น หรือป้อนเส้นขาดช่วงได้
ในการโหลด TPU อย่าพยายามดันเส้นเร็วหรือแรงเกินไป ให้ใช้วิธีค่อย ๆ ป้อน ค่อย ๆ กด load และสังเกตว่าเส้นไหลออกจากหัวฉีดสม่ำเสมอหรือไม่
1. ถอดท่อ PTFE ที่ต่ออยู่กับ toolhead
เริ่มจากถอดท่อ PTFE ที่เชื่อมต่ออยู่กับ toolhead ออกก่อน และตรวจให้แน่ใจว่าไม่มีเส้นวัสดุชนิดอื่นค้างอยู่ใน extruder การเริ่มจากเส้นทางที่โล่งจะช่วยลดความเสี่ยงที่ TPU จะติดหรือดันไม่ผ่านระหว่างโหลดเส้น สำหรับการท่อ PTFE สามารถอ่านจากคู่มือ การถอดท่อ PTFE
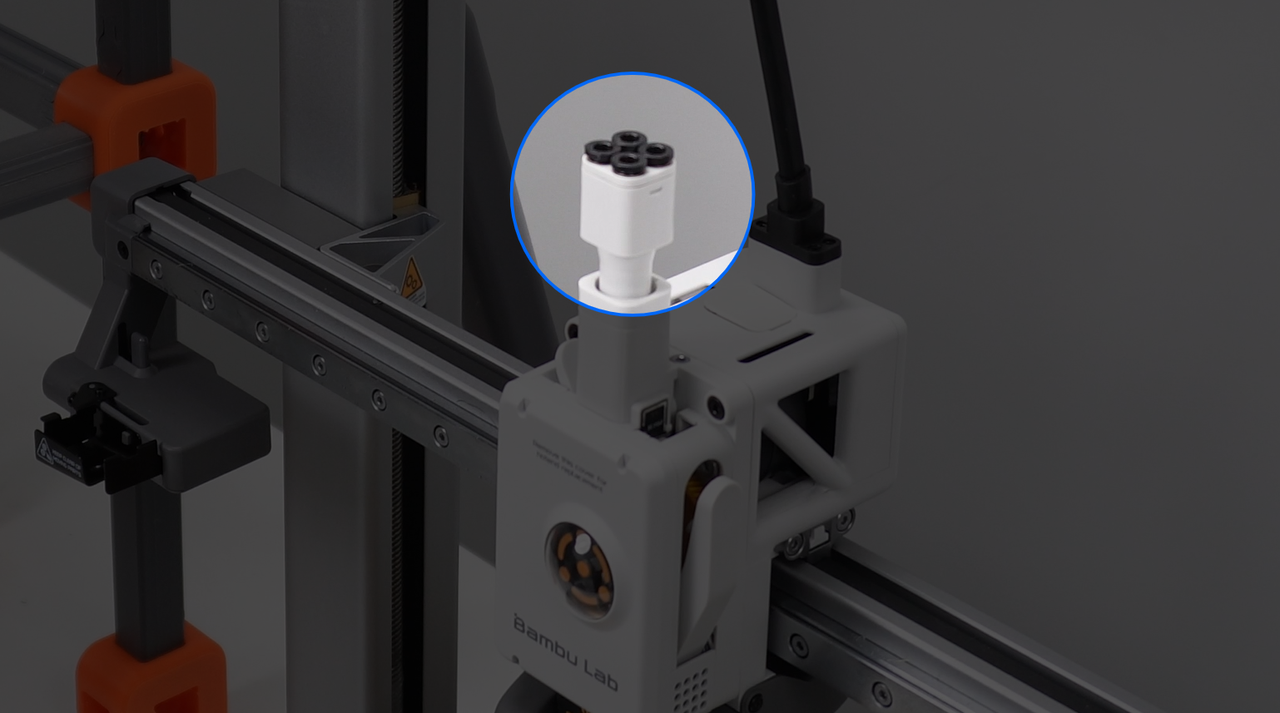
2. ใส่ท่อ PTFE สั้นเข้าช่อง TPU ของ AMS HT
เตรียมท่อ PTFE สั้นประมาณ สั้นประมาณ 50 mm mm แล้วใส่ผ่านช่องป้อน TPU เฉพาะของ AMS HT ท่อสั้นชิ้นนี้ทำหน้าที่เป็นตัวนำทางเส้นออกจาก AMS HT โดยไม่เพิ่มแรงต้านมากเกินไป

3. วางม้วน TPU ลงใน AMS HT
นำม้วน TPU วางลงใน AMS HT โดยตรวจให้ม้วนอยู่ในตำแหน่งที่หมุนได้สะดวก ไม่ติดฝา ไม่เอียง และไม่มีส่วนใดของม้วนเสียดสีกับตัวเครื่องมากเกินไป

4. ป้อนเส้นเข้าท่อ PTFE จากด้านใน AMS HT
ป้อนปลายเส้น TPU จากด้านใน AMS HT เข้าสู่ท่อ PTFE แล้วดึงปลายเส้นออกมาจากอีกด้านหนึ่ง ขั้นตอนนี้ควรทำช้า ๆ และอย่าบิดปลายเส้น เพราะปลายที่งอหรือบี้อาจทำให้ป้อนเข้าทางเข้า extruder ได้ยาก


5. วาง AMS HT บนขาตั้งด้านข้างเครื่อง
วาง AMS HT บนขาตั้งให้อยู่ด้านข้างของเครื่องพิมพ์ โดยให้ตำแหน่งทางออกเส้นสูงกว่าทางเข้า extruder ตามแนวทางที่กล่าวไว้ก่อนหน้า การจัดตำแหน่งนี้ช่วยให้เส้นถูกดึงในแนวที่ลื่นขึ้น และลดโอกาสเกิดการฝืดระหว่างพิมพ์
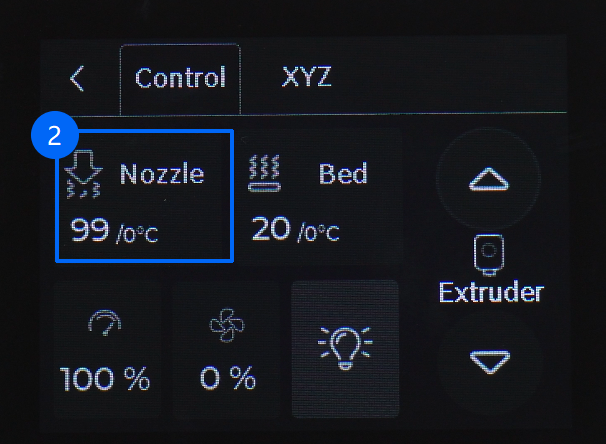
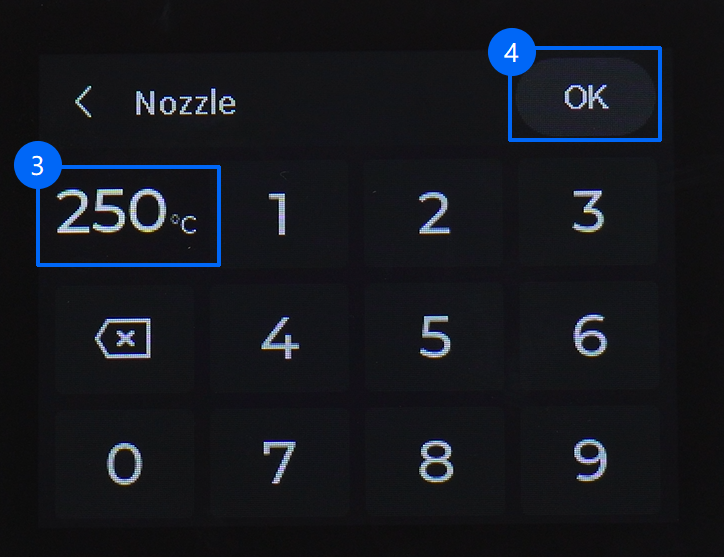
6. อุ่นหัวฉีดไปที่ 250 ℃
บนหน้าจอเครื่องพิมพ์ ให้เข้าเมนู ให้เข้าเมนู Control > Nozzle จากนั้นตั้งอุณหภูมิหัวฉีดเป็น Nozzle จากนั้นตั้งอุณหภูมิหัวฉีดเป็น 250 ℃ แล้วกด OK แล้วกด OK เพื่อเริ่มอุ่นหัวฉีด

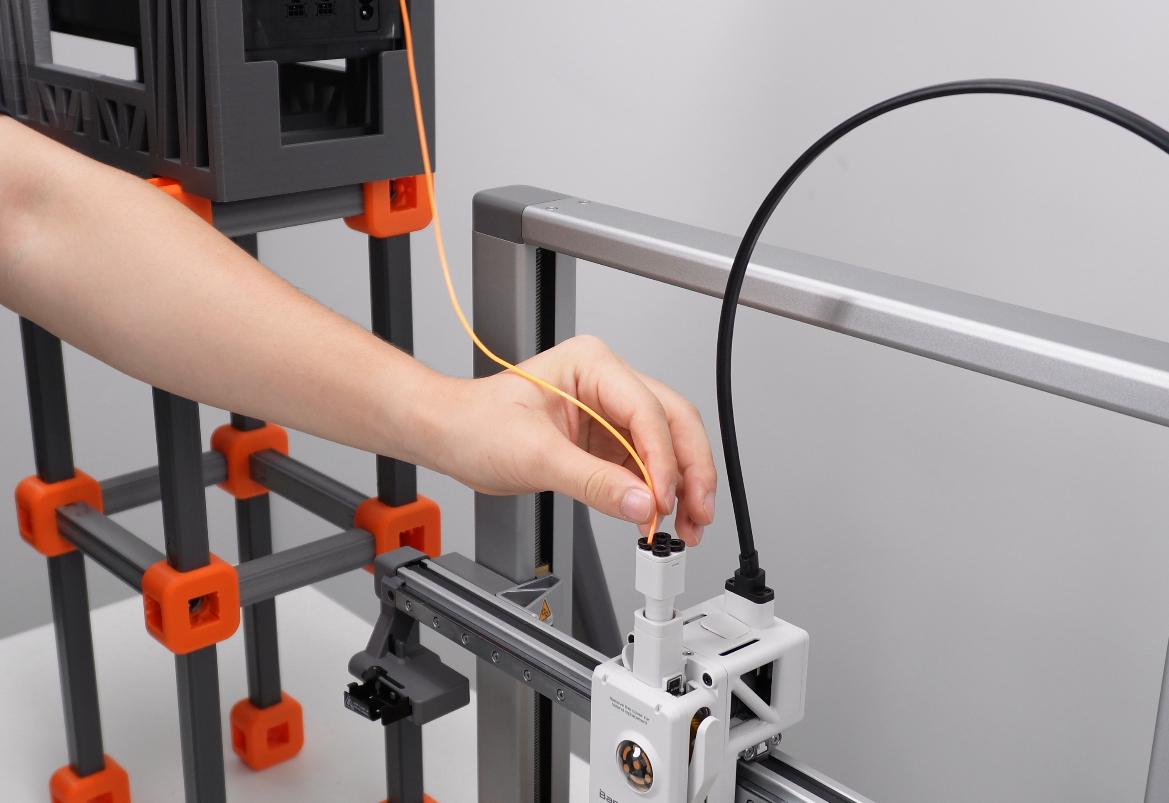
7. ป้อน TPU เข้าทางเข้า extruder
เมื่อ hotend ถึงอุณหภูมิที่ตั้งไว้แล้ว ให้ดึงเส้น TPU จาก AMS HT มายังทางเข้า extruder แล้วค่อย ๆ ดันเข้าไปจนรู้สึกว่ามีแรงต้านชัดเจน จากนั้นค่อยกดปุ่ม load หรือปุ่มลูกศรลงของ extruder ทีละจังหวะ จนเส้น TPU ถูกดันออกจากหัวฉีดอย่างสม่ำเสมอ

หมายเหตุสำหรับการโหลด TPU 90A
ระหว่างโหลดเส้นจาก toolhead หากรู้สึกว่ามีแรงต้านมากผิดปกติ ให้ตรวจว่าม้วนเส้น TPU ภายใน AMS HT หมุนได้อิสระหรือไม่ เพราะแรงฝืดจากม้วนเส้นเป็นสาเหตุสำคัญที่ทำให้โหลด TPU ยาก หลังจากเฟือง extruder จับเส้น TPU ได้แล้ว ควรกดปุ่ม load อย่างช้า ๆ เพื่อให้วัสดุไหลออกจาก hotend อย่างต่อเนื่อง และลดโอกาสโหลดเส้นไม่สำเร็จ
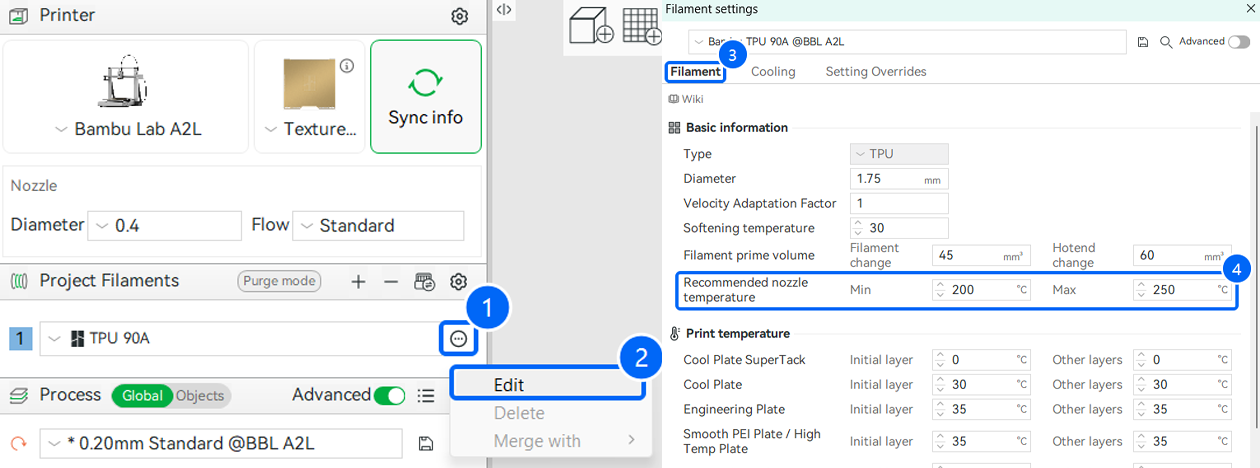
การตั้งค่าพารามิเตอร์การพิมพ์
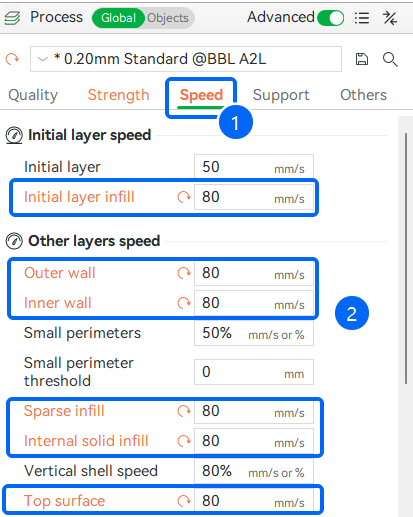
แนะนำให้ปรับพารามิเตอร์สำหรับ TPU โดยเน้นสองเรื่องหลัก คือ ลดอุณหภูมิหัวฉีด และ ลดความเร็วในการพิมพ์ คือ ลดอุณหภูมิหัวฉีด และ ลดความเร็วในการพิมพ์ เนื่องจาก TPU มีการไหลตัวสูง หากใช้อุณหภูมิสูงเกินไปอาจเกิด stringing, oozing หรือเส้นไหลเยิ้มที่หัวฉีดได้ง่าย
ในส่วนของความเร็วการพิมพ์ การลดความเร็วจะช่วยให้เส้น TPU มีเวลาในการหลอมละลายภายใน hotend ได้สมบูรณ์ขึ้น ส่งผลให้การ extrusion เสถียรกว่าเดิม และลดโอกาสเกิด under-extrusion ระหว่างพิมพ์
การปรับค่า | เหตุผล | แนวทางใช้งาน |
|---|---|---|
ลดอุณหภูมิหัวฉีดประมาณ 5 ℃ จากค่าเดิม | ลดโอกาสเกิด stringing, oozing และ nozzle leaking | เริ่มจากลดเล็กน้อย แล้วทดสอบกับชิ้นงานจริง |
ลดความเร็วการพิมพ์ | ทำให้ TPU หลอมได้สม่ำเสมอขึ้นและช่วยลด under-extrusion | เหมาะกับชิ้นงานที่ต้องการผิวสวยและเส้นไหลต่อเนื่อง |
ตรวจแรงต้านของเส้นทางป้อนเส้น | TPU ไวต่อแรงต้านมากกว่าเส้นแข็ง | หากเห็น extrusion ไม่ต่อเนื่อง ให้ตรวจม้วนเส้นและท่อ PTFE ก่อนปรับค่าอื่น |
ขั้นตอนการ unload เส้น TPU
สำหรับเครื่องกลุ่ม A-series Bambu Lab ระบุว่าต้อง unload แบบ manual หลังจากอุ่นหัวฉีดแล้ว ไม่รองรับการ unload อัตโนมัติด้วยการตัดเส้นด้วยใบมีด
เริ่มจากเข้าเมนู เริ่มจากเข้าเมนู Control > Nozzle ตั้งอุณหภูมิหัวฉีดเป็น Nozzle ตั้งอุณหภูมิหัวฉีดเป็น 250 ℃ แล้วกด OK แล้วกด OK เช่นเดียวกับขั้นตอนโหลดเส้น เพื่อให้วัสดุภายใน hotend อ่อนตัวและสามารถดึงออกได

เมื่อ hotend ร้อนถึงอุณหภูมิที่ตั้งไว้แล้ว ให้ค่อย ๆ กดปุ่มลูกศรขึ้นของ extruder หรือปุ่ม unload ทีละจังหวะ ในขณะที่เฟืองหมุนย้อนกลับ ให้ใช้มือค่อย ๆ ดึงเส้น TPU ออกจาก toolhead อย่างนุ่มนวล ไม่ควรกระชาก เพราะปลายเส้นที่ยังร้อนอาจยืดหรือขาดได้

หลังจาก unload แล้ว ให้ตัดปลายเส้นส่วนที่ละลายออกทันที เพื่อให้ปลายเส้นเรียบและพร้อมสำหรับการโหลดครั้งถัดไป หากปล่อยปลายที่บวม หงิก หรือยืดไว้ อาจทำให้การโหลดครั้งต่อไปติดขัดตั้งแต่ทางเข้า extruder
เช็กลิสต์ก่อนเริ่มพิมพ์ TPU
เพื่อให้ใช้งาน TPU ได้เสถียรขึ้น แนะนำให้ตรวจตามเช็กลิสต์นี้ก่อนเริ่มงานพิมพ์ทุกครั้ง โดยเฉพาะงานที่ใช้เวลาพิมพ์นานหรือชิ้นงานที่ไม่ต้องการให้เสียกลางทาง
รายการตรวจสอบ | สถานะที่ควรเป็น |
|---|---|
เส้น TPU ผ่านการอบแล้ว | ใช่ โดยใช้ค่าตามอุปกรณ์ที่เหมาะสม เช่น 70 ℃ 8 ชั่วโมง หรือ AMS HT 75 ℃ 18 ชั่วโมง |
ม้วนเส้นหมุนได้ลื่น | ใช่ ไม่มีจุดเสียดสีหรือฝืดผิดปกติ |
เส้นทางป้อนเส้นสั้นและโค้งน้อย | ใช่ โดยเฉพาะช่วงจาก AMS HT หรือกล่องอบแห้งไปยัง toolhead |
หัวฉีดเหมาะกับ TPU | ใช้ 0.4 / 0.6 / 0.8 mm และหลีกเลี่ยง 0.2 mm ตามข้อจำกัดในตาราง |
โหลดเส้นแล้วเส้นออกสม่ำเสมอ | ใช่ เส้นควรไหลต่อเนื่อง ไม่มีอาการสะดุดหรือเฟืองกัดเส้น |
ตั้งค่าพิมพ์เหมาะกับ TPU | ลดอุณหภูมิและลดความเร็วตามอาการของวัสดุและชิ้นงาน |