การทำ Period Maintenance สำหรับ Bambu Lab A2L
การทำ Period Maintenance สำหรับ Bambu Lab A2L
บทความนี้อธิบายแนวทางการดูแลและบำรุงรักษาเครื่องพิมพ์อธิบายแนวทางการดูแลและบำรุงรักษาเครื่องพิมพ์ 3 มิติ Bambu Lab A2L ตามรอบการใช้งาน โดยเรียงจากงานทำความสะอาดทั่วไป งานหล่อลื่น งานตรวจชิ้นส่วนที่สึกหรอ ไปจนถึงการเปลี่ยน Consumables ที่ควรตรวจเป็นระยะ จุดประสงค์คือช่วยให้เครื่องทำงานได้เสถียร ลดเสียงหรือแรงเสียดทานที่ผิดปกติ และลดโอกาสเกิดปัญหาระหว่างพิมพ์งาน
ข้อควรระวัง:ก่อนเริ่มงานบำรุงรักษาทุกครั้ง ให้ปิดเครื่องและถอดปลั๊กไฟออกจากเครื่องก่อน โดยเฉพาะงานที่ต้องเปิดฝาครอบ ถอด Hotend หรือทำงานใกล้สายไฟและแผงอิเล็กทรอนิกส์ การทำงานขณะเครื่องยังเปิดอยู่มีความเสี่ยงทำให้เกิดไฟฟ้าลัดวงจร ความเสียหายต่ออุปกรณ์ และอันตรายกับผู้ใช้งาน
เครื่องมือและอุปกรณ์ที่ควรเตรียม
อุปกรณ์หลักที่ใช้ในงานบำรุงรักษา A2L เป็นอุปกรณ์พื้นฐาน เช่น ผ้าไร้ฝุ่น ลูกยางเป่าลม น้ำมันหล่อลื่น จาระบี ประแจ Allen key แหนบ ถุงมือกันความร้อน และ Isopropyl Alcohol โดยควรเลือกใช้ให้เหมาะกับตำแหน่งที่ทำงาน
รายการ
อุปกรณ์
รูปภาพ
ใช้สำหรับ
1
Dust-free cloth

เช็ดพื้นผิว Heating Assembly, Nozzle และชิ้นส่วนที่ต้องการความสะอาด
2
Air blower หรือ Hair dryer

เป่าฝุ่น เศษ Filament และเศษวัสดุเล็ก ๆ ออกจากพัดลม Extruder และ Hall sensor area
3
Lubricant oil

ใช้กับ X-axis linear rail, Y-axis guide rail และลดเสียงจาก Idler pulley
4
Lubricant Grease
ใช้กับ Lead screw และ Extruder gear เท่านั้น
5
Allen key ที่มากับเครื่อง
ถอดสกรูของฝาครอบ พัดลม และชิ้นส่วนที่ต้องเปิดเพื่อทำความสะอาด
6
Tweezers
คีบเศษ Filament หรือเศษวัสดุที่ติดในพื้นที่แคบ
7
Heat-resistant gloves
—
ใช้เมื่อต้องทำความสะอาดบริเวณ Nozzle หรือ Hotend ที่ยังมีความร้อน
8
Isopropyl Alcohol
—
ใช้ทำความสะอาดคราบมันหรือคราบสกปรกบนพื้นผิวที่เหมาะ
ข้อควรระวัง:ห้ามใช้ Lubricant Grease ที่เป็นครีม กับ X-axis linear rail เพราะตำแหน่งนี้ควรใช้น้ำมันหล่อลื่นตามคำแนะนำของผู้ผลิตเท่านั้น
1. Lubricate Guide Rails
Guide rail เป็นชิ้นส่วนสำคัญที่มีผลต่อความแม่นยำ อายุการใช้งาน และเสียงการทำงานของเครื่อง A2L ใช้โครงสร้างรางโลหะ โดย X-axis เป็น Linear guide rail และ Y-axis เป็น Dual-axis guide rail พร้อม Guide wheel จึงไม่จำเป็นต้องปรับตั้งบ่อย แต่ยังควรทำความสะอาดและหล่อลื่นตามรอบเพื่อช่วยลดการสึกหรอ ลดเสียงผิดปกติ และช่วยป้องกันสนิมบนราง
สำหรับ X-axis แนะนำให้ดูแลประมาณเดือนละครั้ง ส่วน Y-axis ควรทำหลังแกะกล่องและตั้งค่าเครื่องครั้งแรก จากนั้นทำทุกประมาณ 200 ชั่วโมงการพิมพ์ หรือเมื่อเครื่องมีการแจ้งเตือนผ่าน HMS
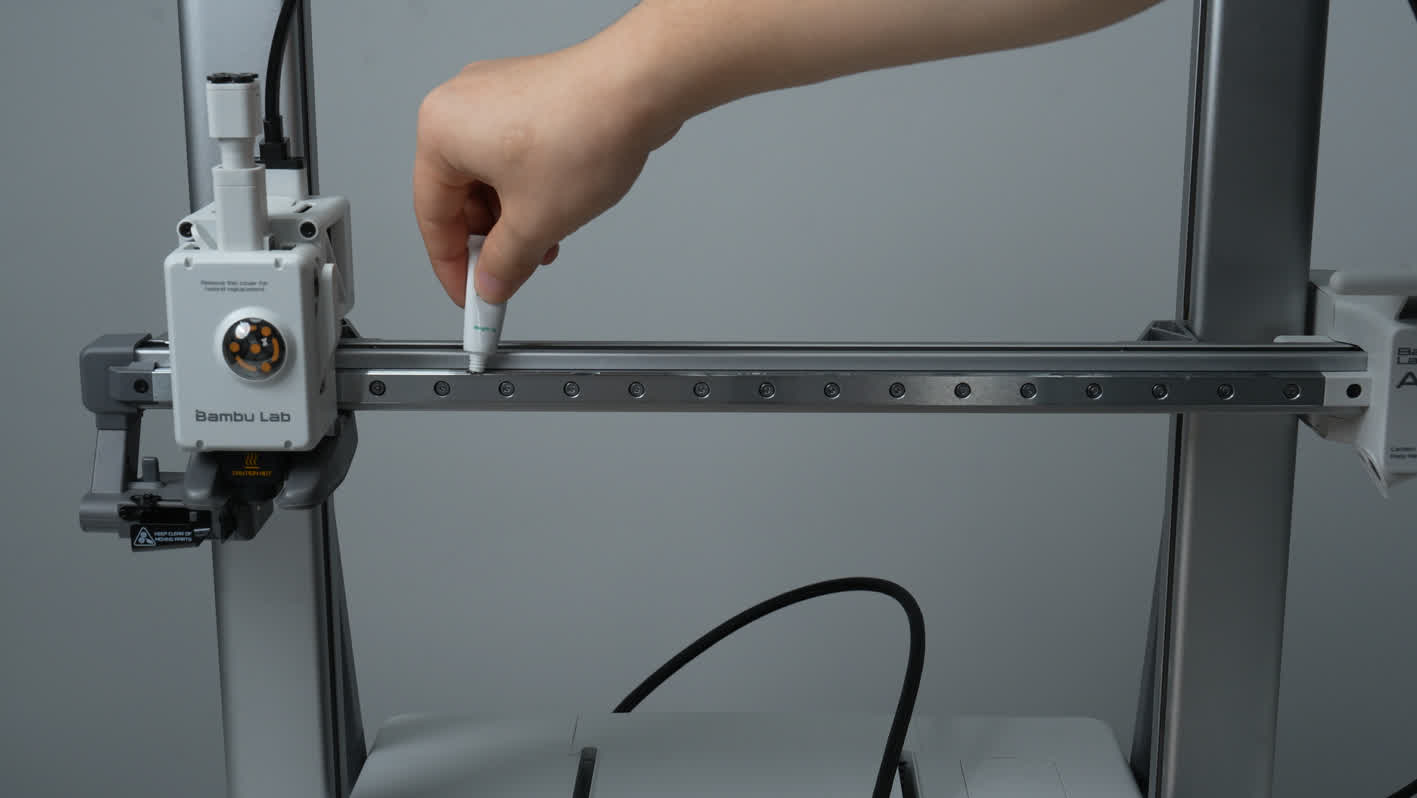
ตำแหน่ง Guide rail ที่ต้องทำความสะอาดและหล่อลื่นตามรอบการใช้งาน
หากต้องการขั้นตอนแบบละเอียด ให้ทำตามบทความเฉพาะเรื่อง A2L XYZ Axis Lubricationการหยอดน้ำมันหล่อลื่น
2. X/Y/Z Synchronous Belt Tensioning
Synchronous belt ของแกน X, Y และ Z ทำหน้าที่ส่งกำลังให้ Toolhead, Heatbed และชุด X-axis เคลื่อนที่ได้ถูกต้อง หาก Belt หย่อนเกินไป เครื่องอาจแสดง Error เพื่อให้ปรับความตึง แต่ในการใช้งานจริงแนะนำให้ตรวจและปรับความตึงเชิงป้องกันเป็นระยะ ไม่ควรรอจนเกิดอาการพิมพ์เพี้ยนหรือเครื่องแจ้งเตือนแล้วค่อยทำ
ถ้า Belt มีร่องรอยสึกหรอชัดเจน หรือเริ่มส่งผลกับคุณภาพงานพิมพ์ ควรอ้างอิงคู่มือซ่อมที่เกี่ยวข้องเพื่อเปลี่ยน Belt ใหม่ สำหรับขั้นตอนปรับความตึงโดยละเอียด ให้ดูบทความ A2L Belt Tensioning
3. Lubricate Idler Pulleys
Idler pulley เป็นจุดที่เกี่ยวข้องกับการเปลี่ยนทิศทางของ Belt และการเคลื่อนที่ของระบบแกน หากมีฝุ่นหรือขาดการหล่อลื่น อาจทำให้เกิดเสียงผิดปกติหรือเพิ่มแรงต้านระหว่างการเคลื่อนที่ จึงควรตรวจและหล่อลื่นเป็นระยะ โดยใช้ปริมาณน้ำมันหล่อลื่นเท่าที่จำเป็น ไม่ควรใส่มากจนไหลไปเปื้อน Belt หรือพื้นผิวอื่น
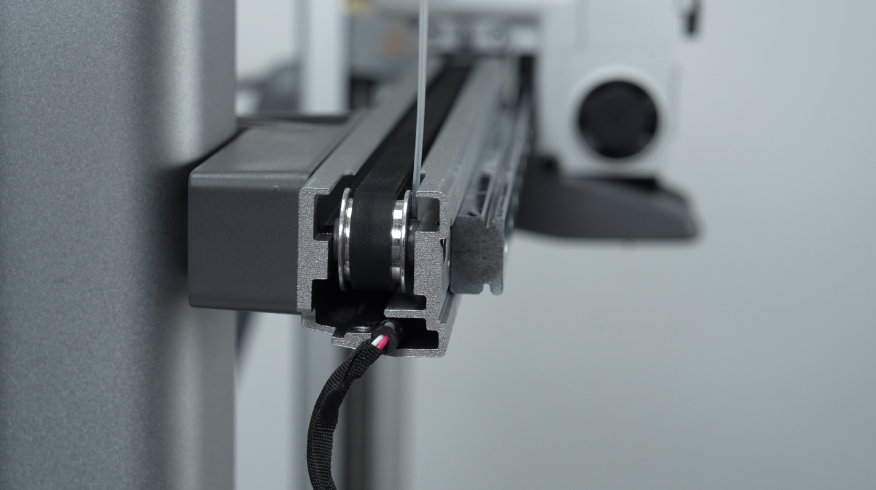
ตัวอย่างตำแหน่ง Idler pulley ที่ควรตรวจและหล่อลื่นเพื่อลดเสียงและแรงต้าน
สำหรับขั้นตอนแยกตามแกน ให้ดูบทความ A2L XYZ Axis Idler Pulley Maintenance
4. Clean the Extruder
หลังใช้งานไปสักระยะ เศษ Filament และฝุ่นอาจสะสมในชุด Extruder ทำให้ Gear ลื่น เส้นติด หรือ Extruder หมุนผิดปกติได้ งานนี้ควรทำเมื่อเริ่มมีอาการ Under-extrusion, Filament jam หรือ Air printing และควรทำเป็นรอบตามชนิด Filament ที่ใช้งาน
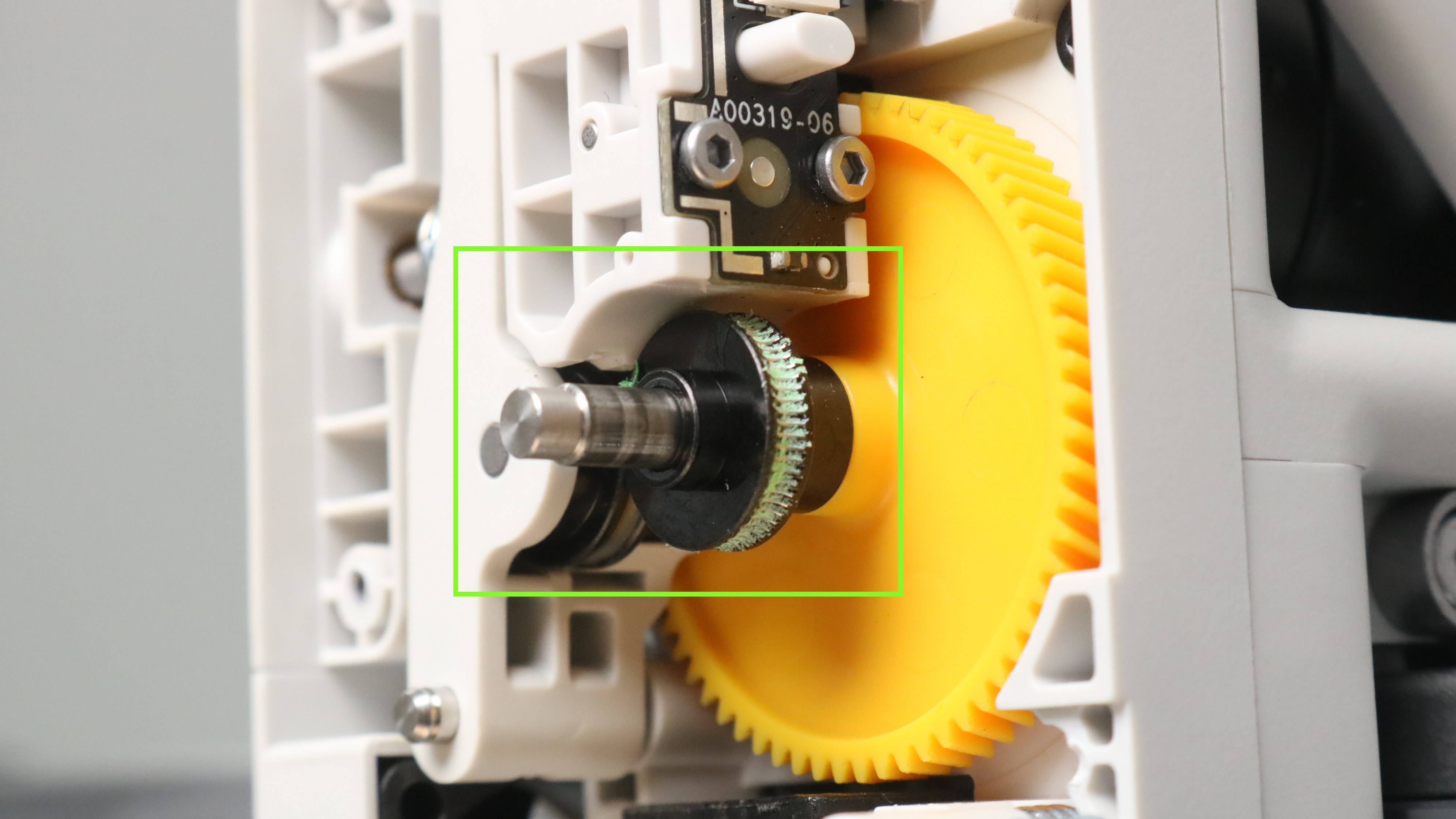
ทำความสะอาด Extruder gear เพื่อลดเศษ Filament ที่สะสมและลดโอกาสเกิดอาการป้อนเส้นผิดปกติ
รายการตรวจ
คำแนะนำ
รอบการดูแลทั่วไป
เมื่อมี Under-extrusion, Filament jam หรือ Air printing
PLA / PETG และ Filament ที่ไม่ผสม Carbon fiber
แนะนำให้ทำความสะอาด Extruder gear หลังใช้งานประมาณทุก 5 ม้วน
Carbon-fiber filament
แนะนำให้ทำความสะอาด Extruder gear หลังใช้งานประมาณทุก 2 ม้วน
อุปกรณ์ที่ใช้
Tweezers, แปรง, Air blower และ Allen key
หากพบว่า Extruder gear หรือ Bearing สึกมากผิดปกติ และทำความสะอาดแล้วยังไม่ดีขึ้น ควรพิจารณาเปลี่ยนชุด Extruder gear assembly ใหม่ โดยดูขั้นตอนละเอียดจาก A2L Extruder Cleaning wiki
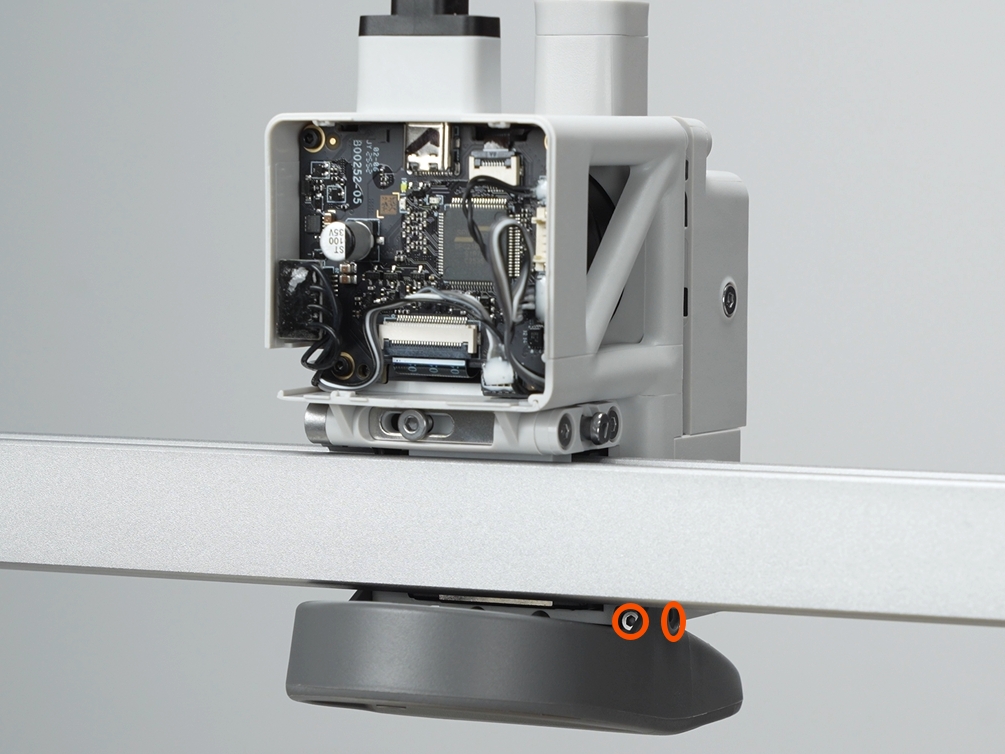
5. Clean the Hall Sensor Board
ภายใน Load Hall board มี Hall sensor หลายจุด ถ้ามีเศษ Filament ฝุ่น หรือสิ่งแปลกปลอมเข้าไปสะสม อาจทำให้ค่าที่อ่านผิดพลาดและเกิด Error แจ้งเตือนผิดได้ แนะนำให้ทำความสะอาดบริเวณ Hall board พร้อมกับการทำความสะอาด Extruder เพื่อช่วยลด False alarm และทำให้การป้อนเส้นทำงานได้เสถียรมากขึ้น
5.1 ถอด Filament hub Housing
เริ่มจากคลายสกรูยึดของ Filament hub Housing ออกก่อน จากนั้นค่อย ๆ ถอด Housing ออกจากตัวเครื่อง ระวังอย่าดึงแรงหรือบิดชิ้นส่วนจนกระทบสายหรือจุดยึดด้านใน
คลายสกรูยึด Filament hub Housing
ถอด Filament hub Housing ออกอย่างระมัดระวัง
5.2 เปิด Hall board และทำความสะอาด
คลายสกรูยึด Hall board แล้วเปิด Hall board ออกตามลำดับ จากนั้นใช้ Hair dryer หรือ Air blower เป่าทำความสะอาดบริเวณแม่เหล็กด้านใน หากมีเศษ Filament ติดอยู่ ให้ใช้ Tweezers คีบออกอย่างระมัดระวัง
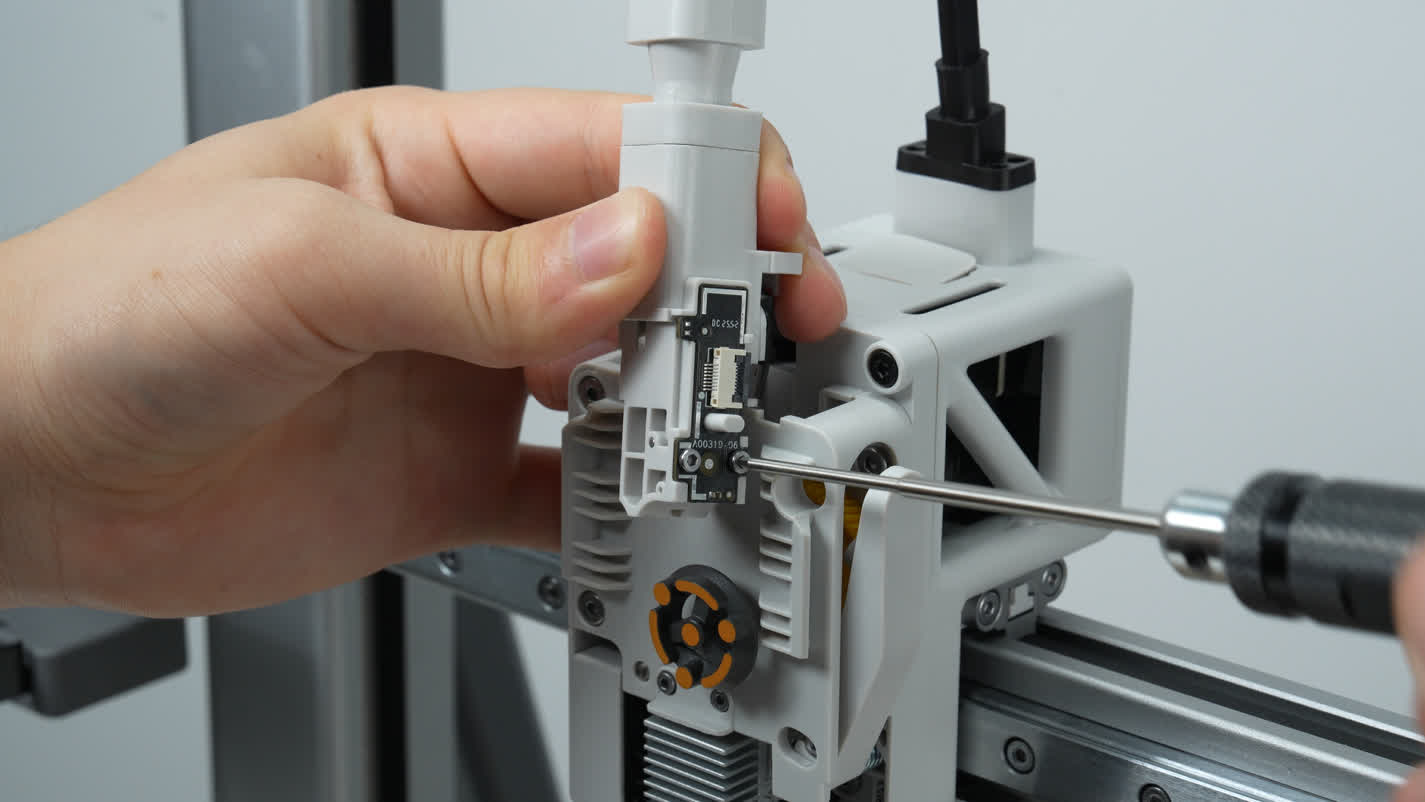
คลายสกรูยึด Hall board

เปิด Hall board เพื่อเข้าถึงพื้นที่ด้านใน
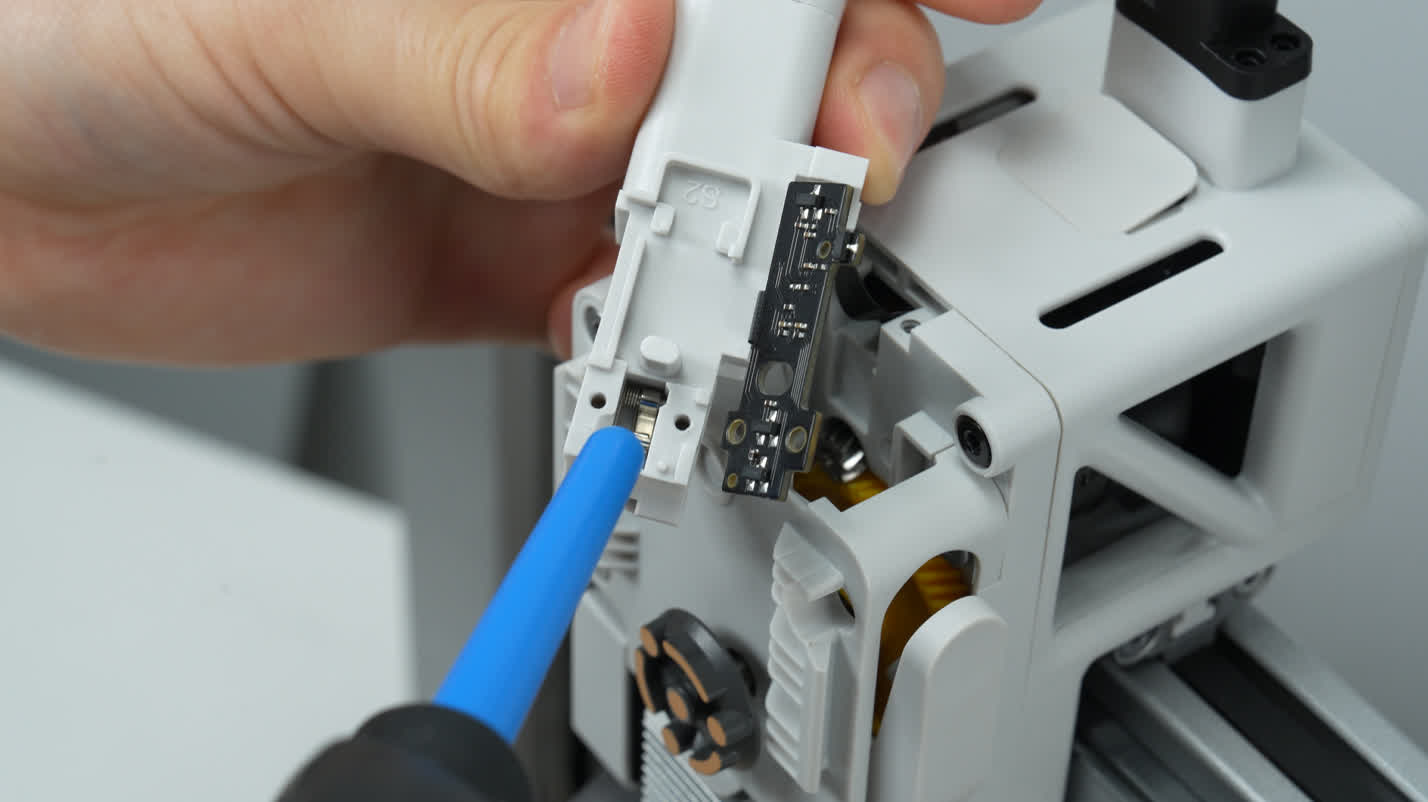
ใช้ Air blower หรือ Hair dryer เป่าทำความสะอาดแม่เหล็กด้านใน
5.3 ตรวจการเคลื่อนที่ของแม่เหล็กและประกอบกลับ
ใส่ Filament เข้าไปหนึ่งเส้นเพื่อตรวจว่าแม่เหล็กขยับได้ปกติ ไม่ฝืดและไม่ติดค้าง หลังจากตรวจเรียบร้อยแล้ว ให้ประกอบ Hall board, Filament hub Housing และสกรูกลับเข้าที่ตามลำดับ
ใส่ Filament เพื่อยืนยันว่าแม่เหล็กขยับได้ปกติ
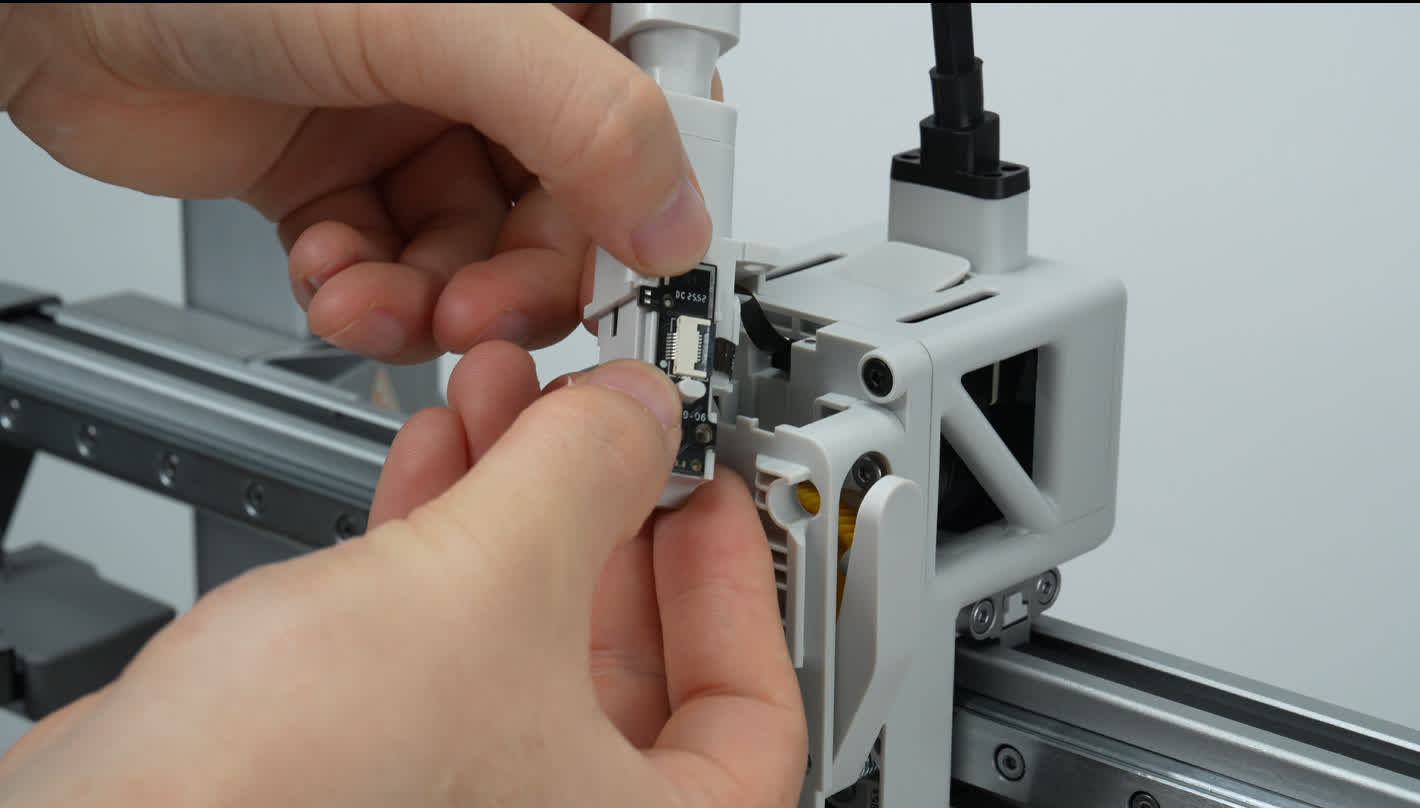
ประกอบ Hall board กลับเข้าตำแหน่งเดิม

ประกอบ Filament hub Housing และขันสกรูกลับให้เรียบร้อย
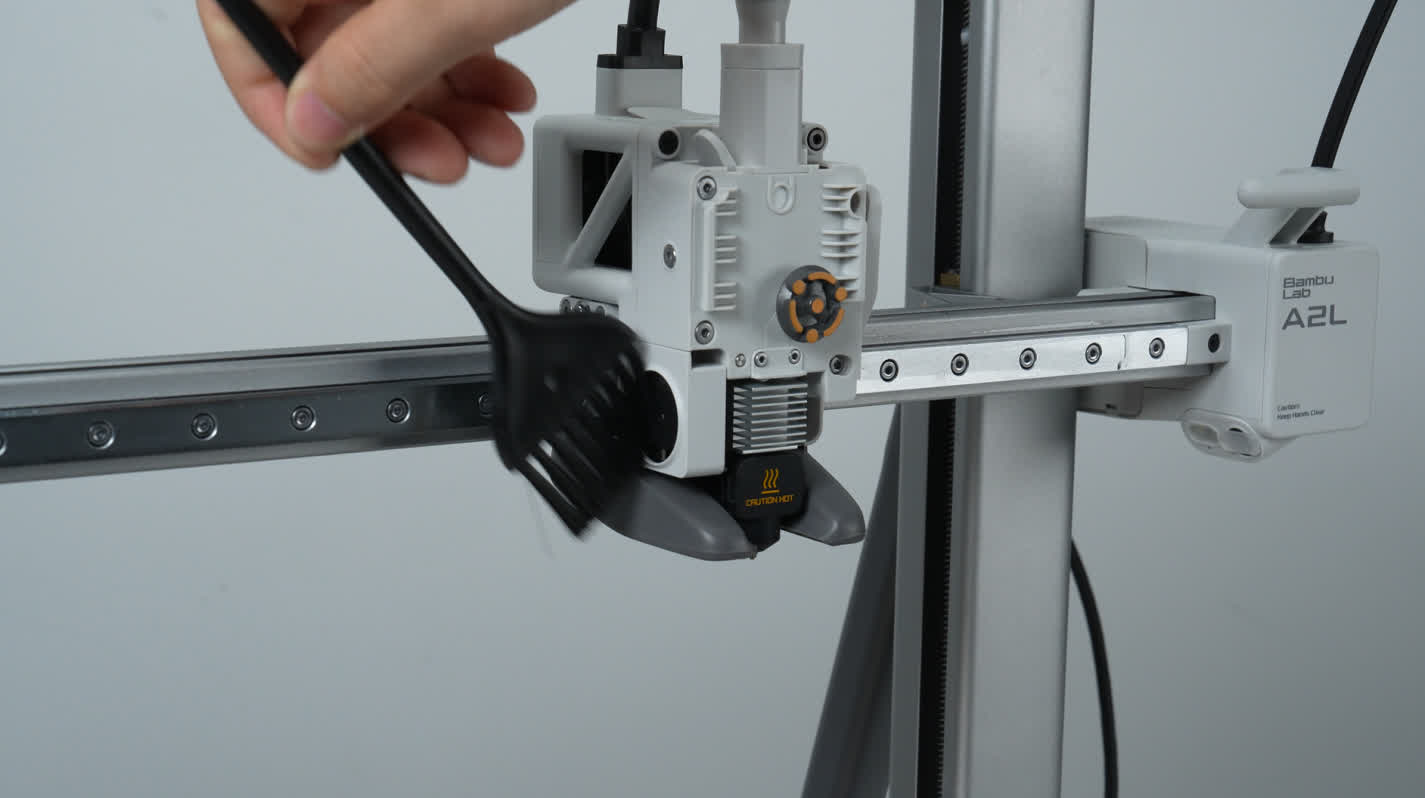
6. Clean the Purge Wiper
Purge wiper ทำหน้าที่จัดการเศษวัสดุที่ถูก Purge ออกจาก Nozzle เพื่อให้การเปลี่ยนเส้นและการพิมพ์ต่อเนื่องทำงานได้ราบรื่น หากมีเศษวัสดุขวางการเคลื่อนที่ หรือชิ้นส่วน Purge wiper บิดงอ อาจทำให้การปาดเศษวัสดุผิดปกติ เกิดการ Purge ไม่สมบูรณ์ หรือทำให้เครื่องเสีย Step ได้
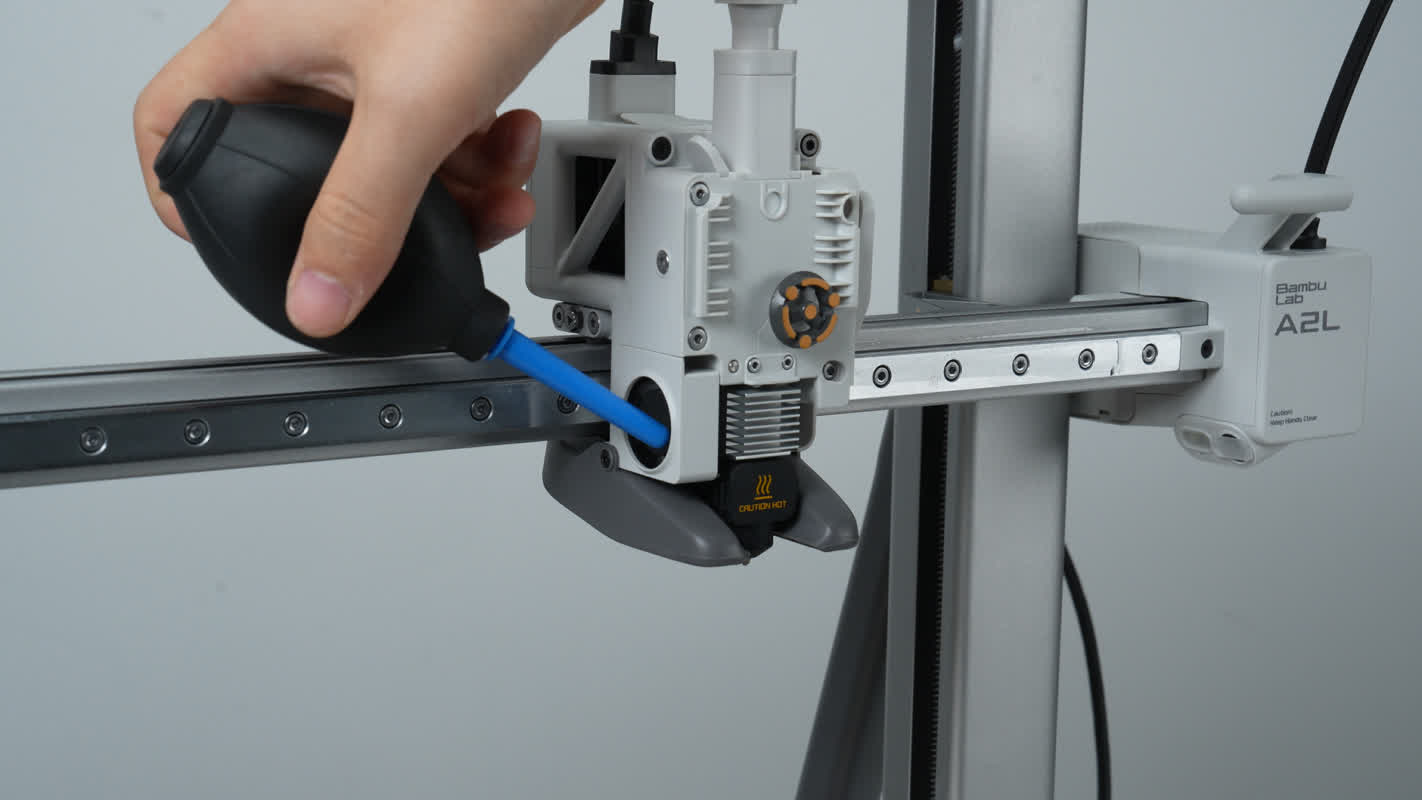
ก่อนทำความสะอาด ให้เลื่อน Toolhead ออกจากตำแหน่ง Purge wiper เพื่อให้มีพื้นที่ทำงาน จากนั้นใช้แปรงและ Tweezers เอาเศษวัสดุออก แล้วใช้ Air blower หรือ Hair dryer เป่าฝุ่นที่เหลือออกให้หมด

เลื่อน Toolhead ออกจากตำแหน่ง Purge wiper ก่อนเริ่มทำความสะอาด

ใช้ Tweezers คีบเศษวัสดุที่ติดอยู่บริเวณ Purge wiper

ใช้ Air blower เป่าเศษวัสดุและฝุ่นที่เหลือออก

ตรวจสอบการเคลื่อนที่ของ Purge wiper หลังทำความสะอาด
7. Clean the Fans
A2L มีพัดลมบน Toolhead หลัก ๆ 2 ตัว คือ Hotend Cooling Fan และ Part Cooling Fan ควรตรวจพัดลมอย่างน้อยเดือนละครั้ง หรือเมื่อเห็นฝุ่น เส้น Filament หรือเศษวัสดุสะสม เพราะพัดลมที่ระบายความร้อนได้ไม่ดีอาจกระทบกับคุณภาพงานพิมพ์และความเสถียรของ Hotend
ตำแหน่ง
สิ่งที่ควรตรวจ
อุปกรณ์ที่ใช้
Hotend Cooling Fan
ดูว่ามีฝุ่นหรือสิ่งแปลกปลอมขวางใบพัดหรือไม่
แปรงกันไฟฟ้าสถิต, Air blower, ผ้าไร้ฝุ่น
Part Cooling Fan
ดูว่ามีฝุ่นหรือเศษวัสดุสะสมในใบพัดและท่อลมหรือไม่
H1.5 Allen key, Tweezers, แปรง, Air blower
7.1 Hotend Cooling Fan
ใช้แปรงกันไฟฟ้าสถิตทำความสะอาดผิวหน้าพัดลมก่อน จากนั้นใช้ Air blower หรือ Hair dryer เป่าฝุ่นและเศษวัสดุขนาดเล็กที่อยู่ด้านในออก ไม่ควรใช้แรงกดใบพัดมากเกินไป เพราะอาจทำให้ใบพัดเสียรูปหรือแกนพัดลมเสียหายได้
ใช้แปรงทำความสะอาดพื้นผิว Hotend Cooling Fan
ใช้ Air blower หรือ Hair dryer เป่าฝุ่นและเศษวัสดุที่เหลือออก
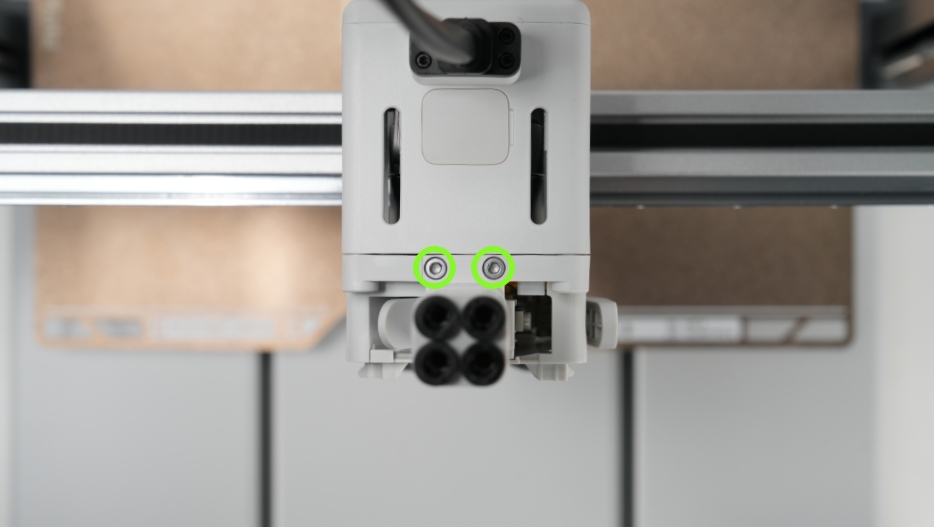
7.2 Part Cooling Fan
ใช้ H1.5 Allen key คลายสกรู 3 ตัวด้านล่าง แล้วถอด Part Cooling Fan ออก จากนั้นถอดสกรูยึดพัดลม 3 ตัว แล้วจับมุมของฝาครอบพัดลม ดึงออกตามทิศทางลูกศรอย่างมั่นคงแต่ระวังไม่ให้บิดหรือหัก

คลายสกรูด้านล่างเพื่อถอดชุด Part Cooling Fan
ถอด Part Cooling Fan ออกจาก Toolhead อย่างระมัดระวัง

ถอดสกรูยึดพัดลม 3 ตัว

จับมุมฝาครอบพัดลมและดึงตามทิศทางลูกศร

ดึงพัดลมออกจากฝาครอบอย่างระมัดระวัง
หลังถอดออกแล้ว ใช้แปรงกันไฟฟ้าสถิตปัดใบพัด จากนั้นใช้ Air blower เป่าฝุ่นที่เหลือออก เมื่อสะอาดแล้วประกอบพัดลมกลับเข้าตำแหน่งเดิมและขันสกรูให้แน่นพอดี

ใช้แปรงทำความสะอาดใบพัด Part Cooling Fan
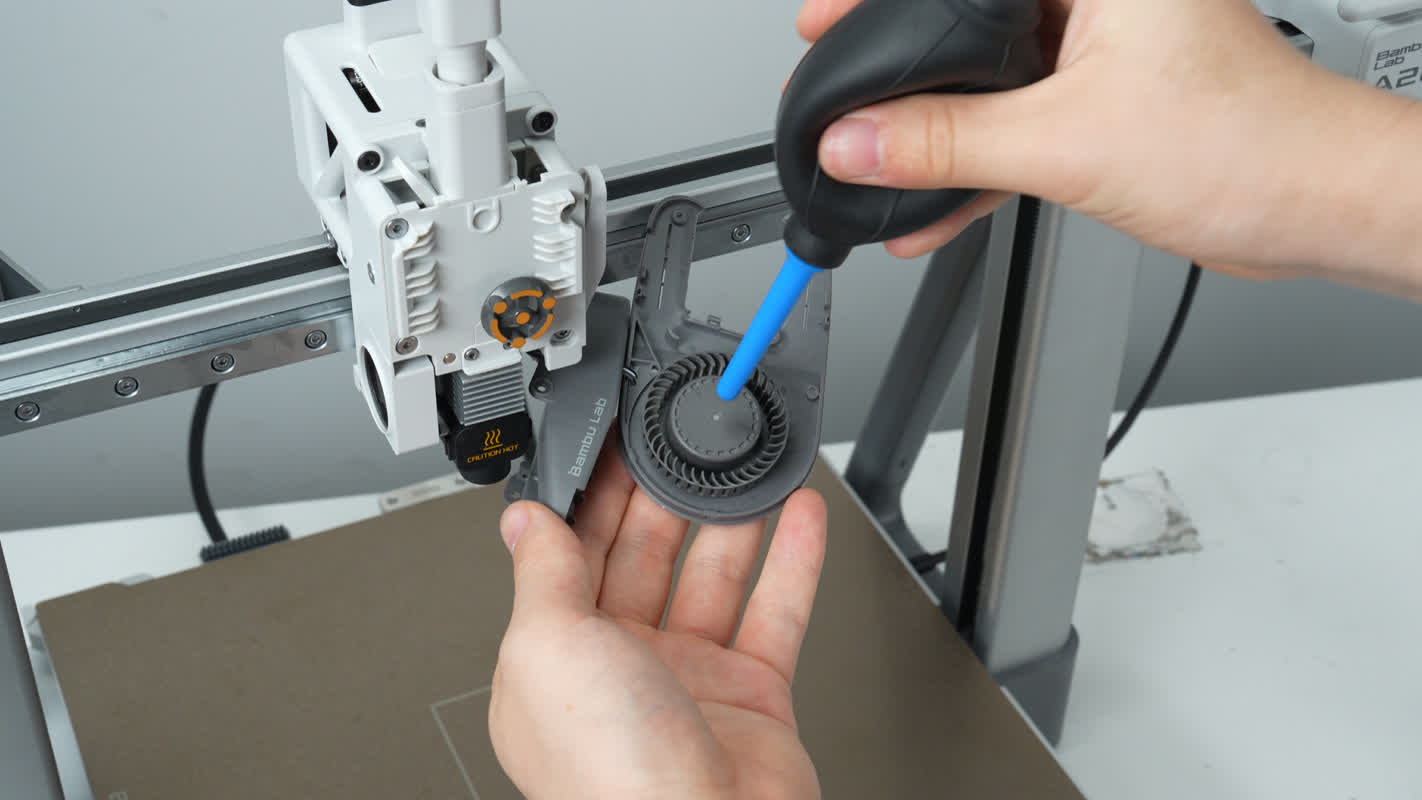
เป่าฝุ่นและเศษวัสดุที่เหลือออกจากพัดลม

ประกอบ Part Cooling Fan กลับเข้าตำแหน่งเดิม
ขันสกรูกลับให้ครบและตรวจว่าพัดลมเข้าที่ดีแล้ว
8. Consumables ที่ควรตรวจเป็นระยะ
Consumables คือชิ้นส่วนที่สึกหรอหรือเสื่อมสภาพตามการใช้งานปกติ เช่น PTFE tube, Hotend Silicone Sock, Filament Cutter และ Silicone Wiper ชิ้นส่วนเหล่านี้ควรตรวจเป็นระยะ เพราะถ้าเสียรูป สึก หรือมีคราบสะสมมากเกินไป อาจทำให้ป้อนเส้นไม่ราบรื่น ตัดเส้นไม่ขาด หรือทำความสะอาด Nozzle ได้ไม่ดี
9. Hotend Silicone Sock
Hotend Silicone Sock ช่วยรักษาอุณหภูมิของ Hotend ให้เสถียร หาก Silicone sock ฉีก ขาด เสื่อมสภาพ หรือใส่แล้วไม่แน่น ควรเปลี่ยนใหม่ เพราะอาจทำให้อุณหภูมิ Hotend แกว่งและส่งผลต่อคุณภาพงานพิมพ์ได้
ก่อนถอด ให้ตรวจสอบว่า Nozzle เย็นลงจนถึงอุณหภูมิห้องแล้ว จากนั้นบีบส่วนที่ยื่นออกมาทั้งสองด้านของ Silicone sock แล้วค่อย ๆ ถอดออกมาตรวจสภาพ
ถอด Hotend Silicone Sock ออกมาตรวจว่าฉีก ขาด หรือใส่ไม่แน่นหรือไม่
10. Heating Assembly and Nozzle
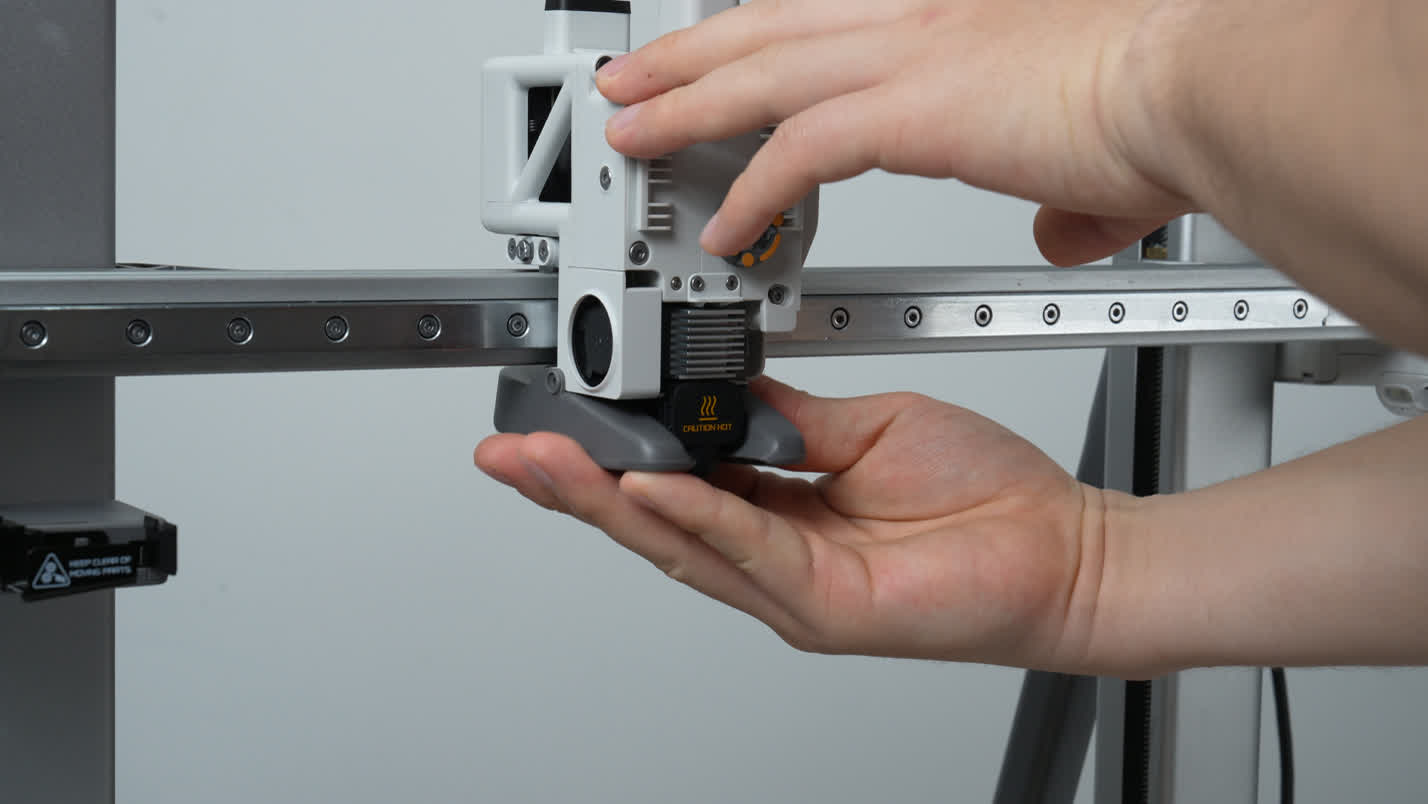
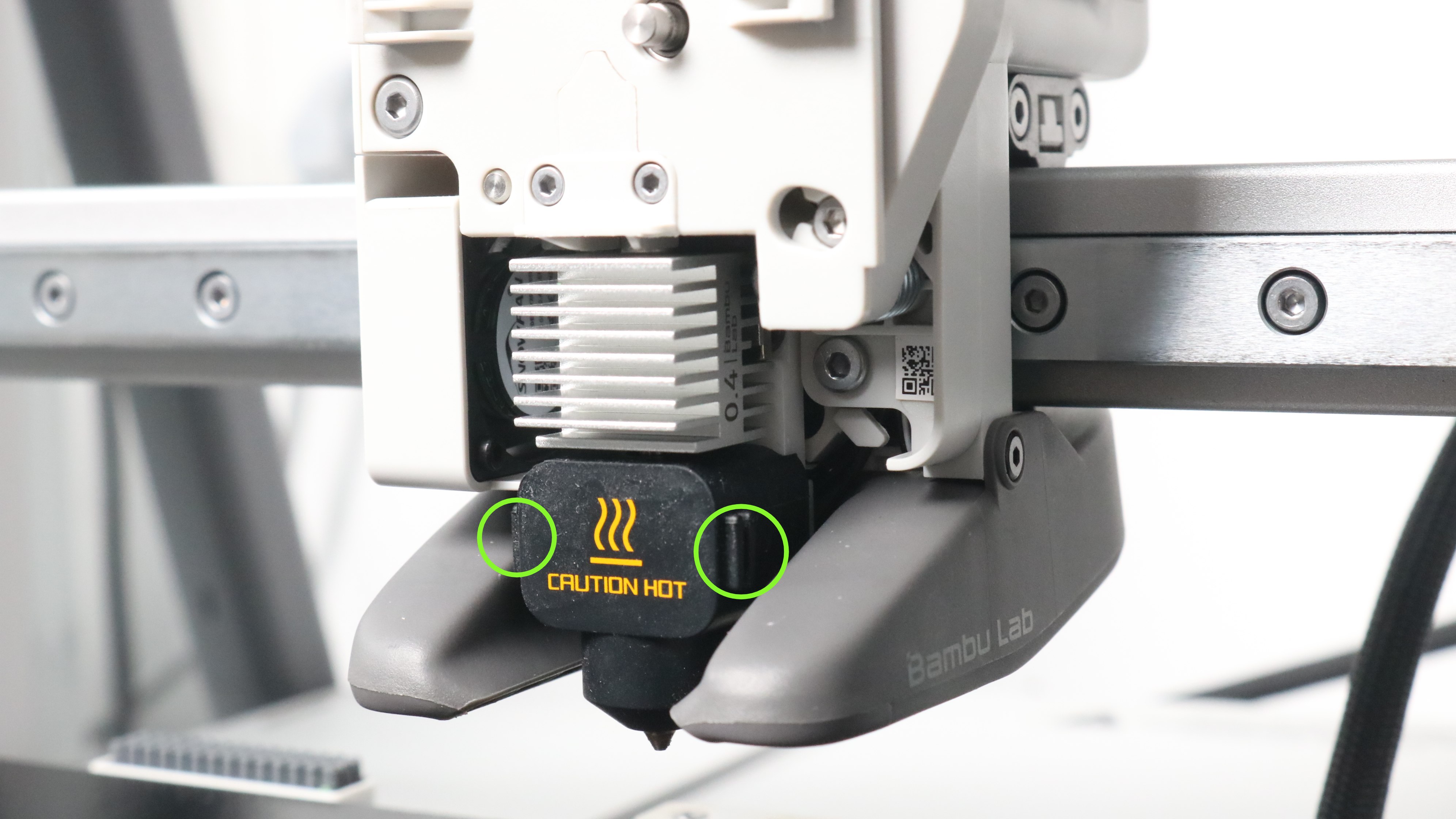
Nozzle ของ A2L เป็นแบบ Quick-release locking tab เพื่อให้ถอดตรวจและทำความสะอาดได้สะดวก แนะนำให้ถอด Nozzle ออกเป็นระยะเพื่อเช็ดทำความสะอาดพื้นผิวของ Heating Assembly โดยเฉพาะเมื่อมีคราบ Filament เกาะสะสมรอบ Nozzle หรือบริเวณชุดทำความร้อน
เข้าสู่ Maintenance Mode แล้วตั้งอุณหภูมิ Nozzle ที่ 220°C จากนั้นสวมถุงมือกันความร้อนและใช้ Dust-free cloth เช็ดพื้นผิว Heating Assembly อย่างระมัดระวัง ถ้าพบว่า Heating Assembly แตก สายขาด หรือทำงานผิดปกติ ควรเปลี่ยนชุดใหม่ ไม่ควรฝืนใช้งานต่อ
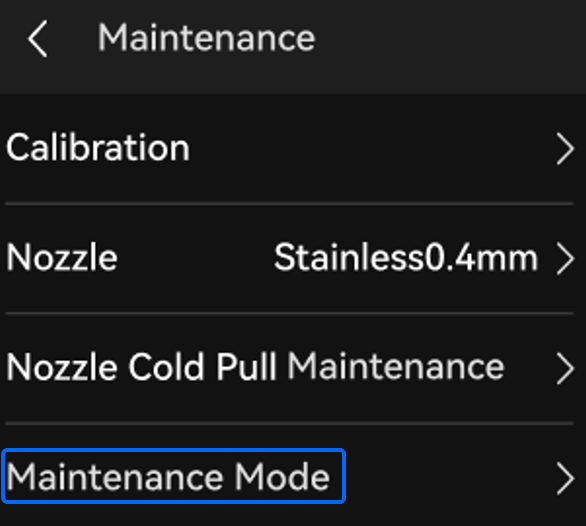
เข้าสู่ Maintenance Mode ก่อนทำงานกับ Nozzle และ Heating Assembly
เช็ดทำความสะอาดพื้นผิว Heating Assembly ขณะสวมถุงมือกันความร้อน
ถอด Hotend ออกจาก Toolhead เพื่อทำความสะอาดหรือตรวจสอบ

ทำความสะอาดคราบ Filament หรือสิ่งสกปรกที่ติดบริเวณ Hotend
หมายเหตุ: ถ้ามีวัสดุเหลือติด Hotend จนถอดออกยาก ให้ตั้งอุณหภูมิ Hotend ประมาณ 100°C เพื่อให้วัสดุอ่อนตัวเล็กน้อยก่อนถอด หลังทำงานเสร็จต้องใส่ Hotend Silicone Sock กลับทุกครั้ง ไม่เช่นนั้นอาจเกิดการแจ้งเตือนควบคุมอุณหภูมิ Hotend ผิดปกติ
ถ้า Nozzle อุดตันหรือ Extrude เส้นผิดปกติ ให้แยกกรณีตรวจดังนี้ หาก Hotend ยังไม่ตันมาก ให้ทำตามขั้นตอน Hotend Cold Pull Maintenance แต่ถ้า Nozzle ตัน ให้ทำตาม A2L Nozzle Clog Cleaning และถ้ายังไม่สามารถแก้ได้ ควรเปลี่ยน Hotend ใหม่
11. Filament Cutter
ถ้าใช้งาน Multi-color printing ใบมีด Filament Cutter จะถูกใช้งานบ่อยและอาจทื่อหรือบิ่นหลังพิมพ์ไปหลายม้วน ควรตรวจใบมีดเป็นระยะเพื่อให้การตัด Filament ยังทำได้สะอาด ลดแรงต้านขณะตัด และลดโอกาสเครื่องเสีย Step จากการตัดเส้นไม่ขาด
รายการ
คำแนะนำ
รอบการตรวจ
สำหรับ PLA, ABS และ PETG แนะนำให้ตรวจใบมีดทุกประมาณ 3 ม้วน
อุปกรณ์
Allen key
แผนการดูแล
ตรวจสภาพใบมีด และเปลี่ยนใหม่เมื่อใบมีดบิ่นหรือไม่สามารถตัด Filament ได้ราบรื่น
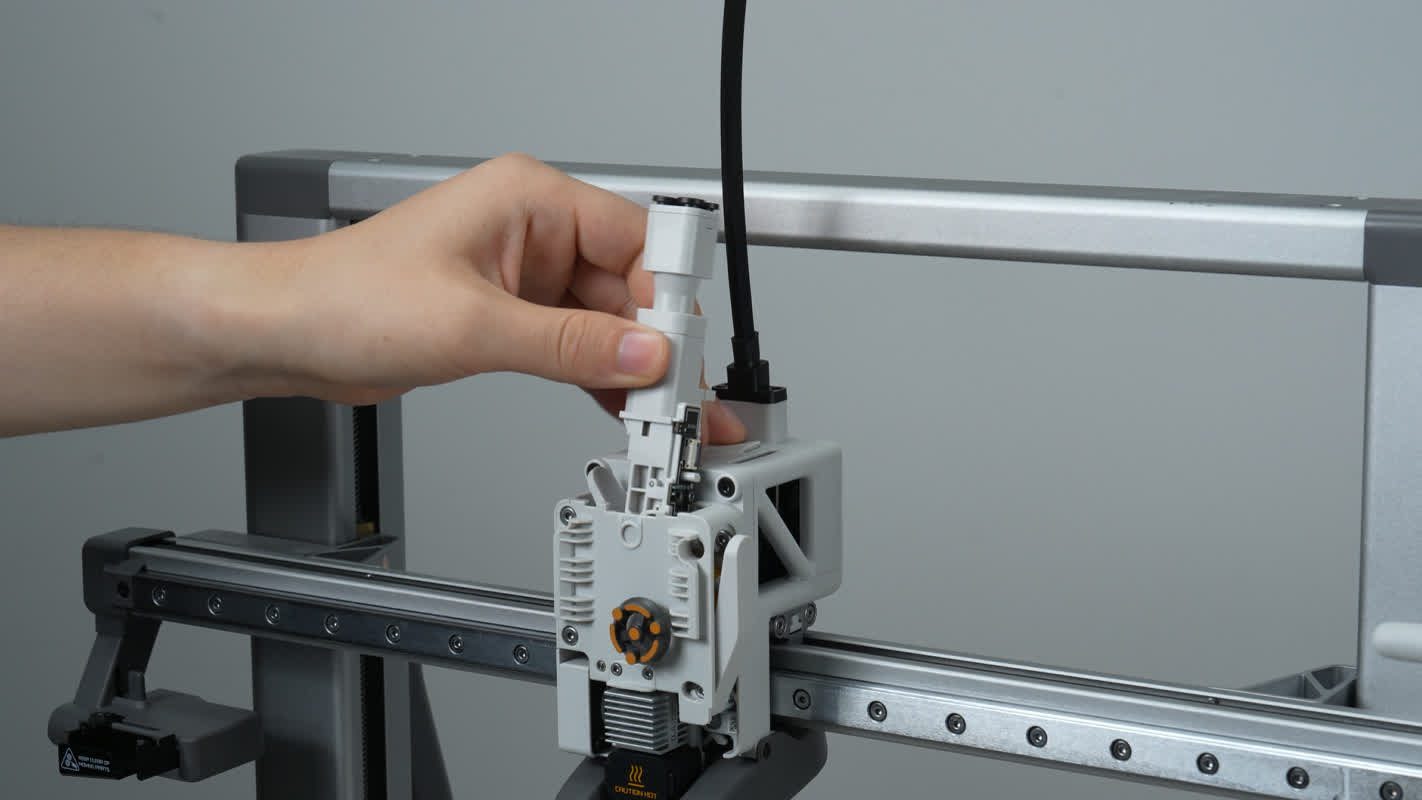
เริ่มจากจับด้านล่างทั้งสองข้างของ Toolhead front cover โดยหลีกเลี่ยงบริเวณ Hotend Cooling Fan แล้วยกเฉียงขึ้นเพื่อถอดฝาครอบหน้าออก จากนั้นคลายสกรูล็อก Filament Cutter โดยจับ Cutter lever ไว้พร้อมกัน เพื่อป้องกันชิ้นส่วนดีดออกระหว่างถอด
ถอด Toolhead front cover โดยยกเฉียงขึ้นจากด้านล่าง

คลายสกรูล็อก Filament Cutter พร้อมจับ Cutter lever ไว้
ค่อย ๆ จับส่วนพลาสติกของใบมีด Filament Cutter แล้วถอดออกมาเปลี่ยนเป็นใบใหม่ เมื่อติดตั้งกลับ ให้ตรวจว่าใบมีดตรงกับ Cutter slot ภายใน Extruder ไม่เอียงและไม่ขัดกับชิ้นส่วนรอบข้าง
จับเฉพาะส่วนพลาสติกของใบมีดเพื่อถอดและเปลี่ยนใหม่
ติดตั้ง Filament Cutter ใหม่กลับเข้าตำแหน่งเดิม

ตรวจให้ใบมีดอยู่ตรงกับ Cutter slot ภายใน Extruder
ตรวจซ้ำว่าตำแหน่งใบมีดไม่เบี้ยวและพร้อมใช้งาน
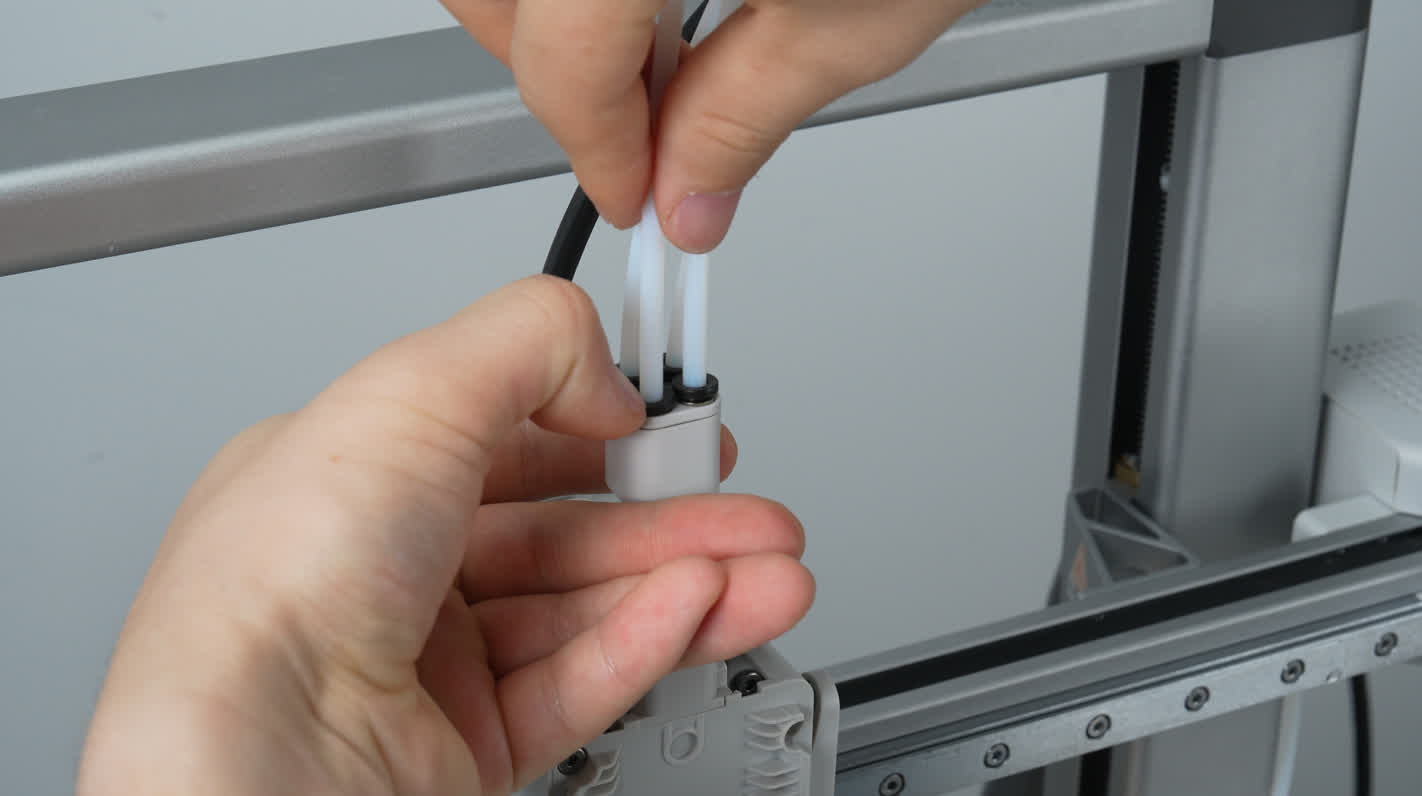
12. PTFE Tube
PTFE tube ใช้ลำเลียง Filament จาก AMS Lite หรือ Spool holder ไปยัง 5-way hub assembly เมื่อใช้งานไปนาน ๆ ผิวด้านในของท่ออาจสึกจากการเสียดสีกับ Filament ทำให้แรงต้านการป้อนเส้นเพิ่มขึ้น และอาจเกิดปัญหาป้อนเส้นผิดปกติได้
รายการ
คำแนะนำ
ขนาดท่อเดิม
เส้นผ่านศูนย์กลางด้านนอก 4 mm และด้านใน 2.5 mm
PLA และ Filament ที่ไม่ผสม Carbon fiber
แนะนำให้ตรวจหรือเปลี่ยนทุกประมาณ 6 ม้วน
Carbon fiber filament หรือ Wood filament
แนะนำให้ตรวจหรือเปลี่ยนทุกประมาณ 2 ม้วน เพราะวัสดุมีแรงเสียดทานสูงกว่า
วิธีถอด
กดตัวล็อกสีดำของข้อต่อท่อ Filament บน 5-way hub แล้วดึง PTFE tube ขึ้นด้านบน
13. Silicone Wiper
Silicone Wiper ใช้ปาดเศษวัสดุที่เหลืออยู่บริเวณ Nozzle ถ้า Wiper เสียรูป ฉีก ขาด หรือหลุดจากตำแหน่ง จะทำให้การทำความสะอาด Nozzle ไม่มีประสิทธิภาพ และอาจทิ้งเศษวัสดุติดอยู่ในตำแหน่งที่ไม่ควรอยู่ได้ ควรเปลี่ยนเมื่อเห็นว่าชิ้นส่วนเริ่มเสียหาย
วิธีเปลี่ยนคือถอดชุด Silicone Wiper เก่าออก ลอกแผ่นกาวด้านหลังของชิ้นใหม่ จัดให้ตรงกับร่องติดตั้ง แล้วกดติดตั้งให้แนบกับตำแหน่งเดิม
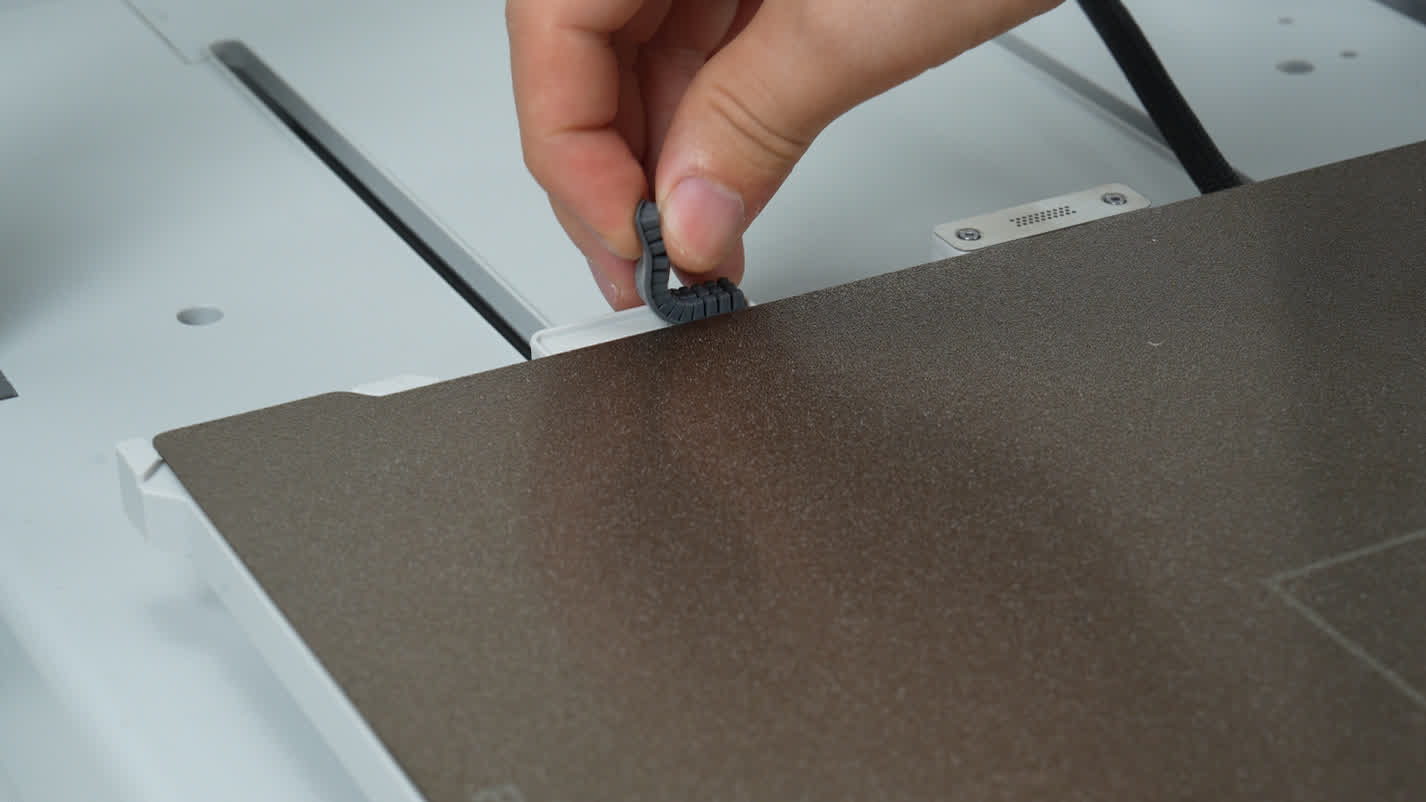
ถอด Silicone Wiper เก่าออกจากตำแหน่งติดตั้ง
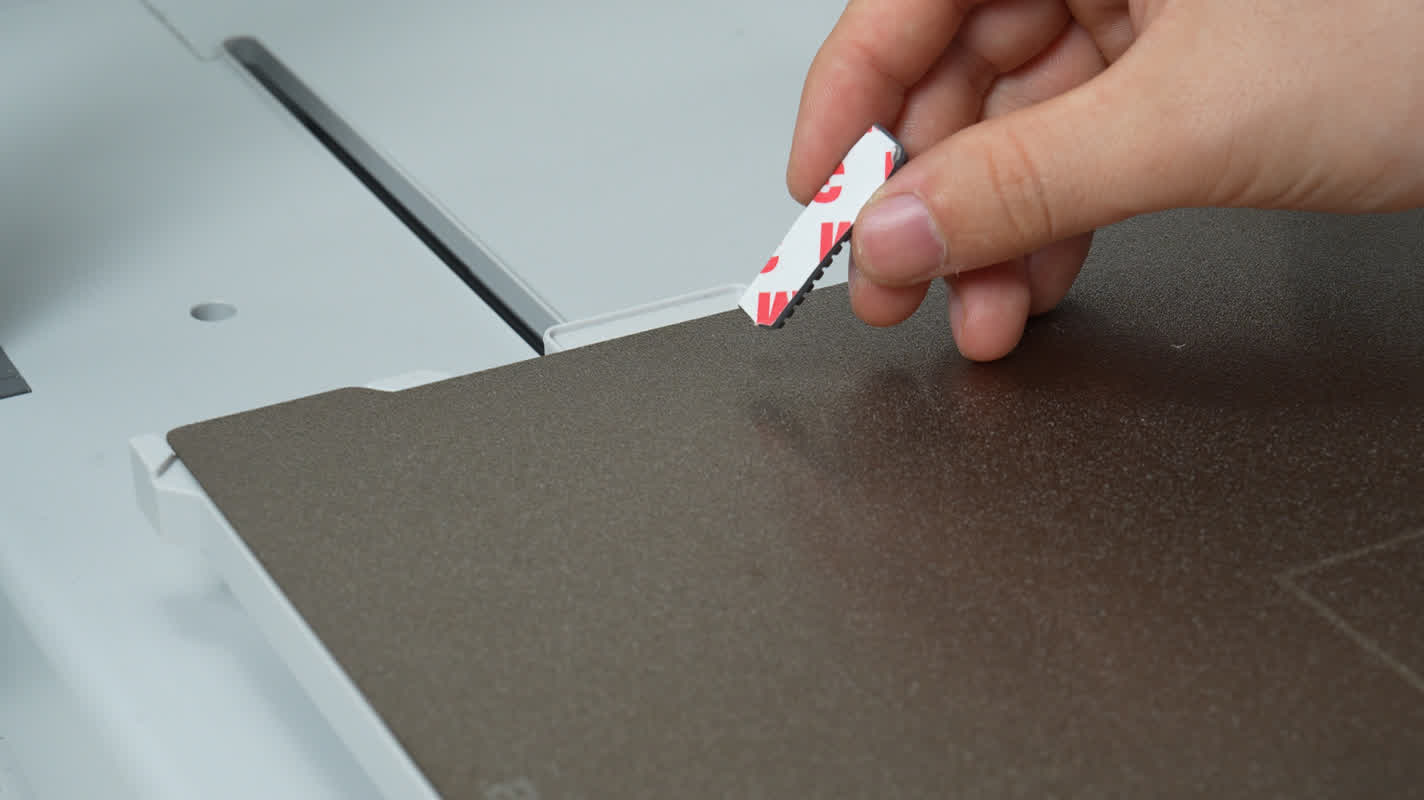
ลอกแผ่นกาวด้านหลังของ Silicone Wiper ใหม่
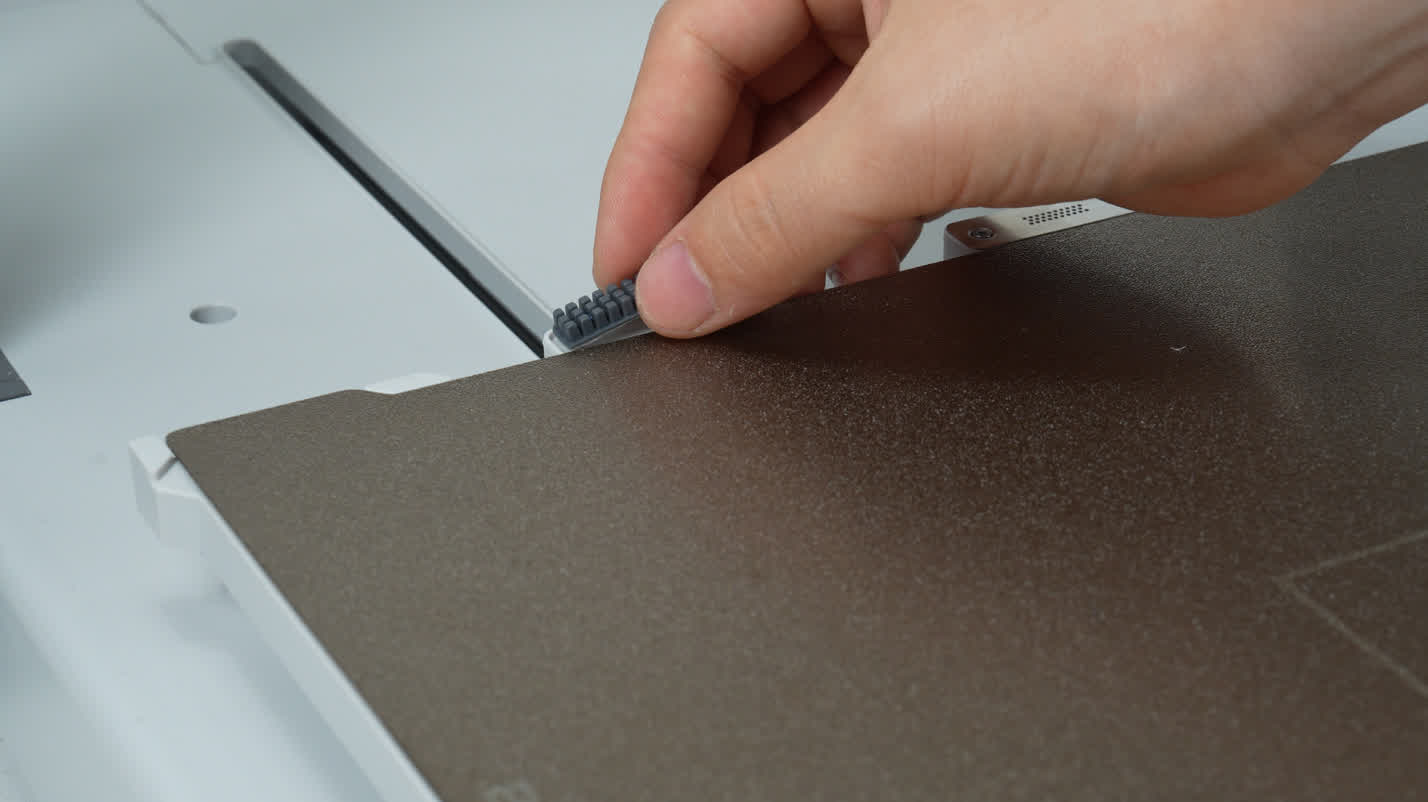
จัดตำแหน่ง Silicone Wiper ใหม่ให้ตรงกับร่องแล้วกดติดให้แน่น
14. Build Plate
A2L ใช้ Textured PEI build plate ซึ่งเป็นแผ่นสแตนเลสเคลือบ PEI สามารถใช้พิมพ์วัสดุทั่วไปได้โดยไม่จำเป็นต้องใช้กาวเพิ่มเติมในหลายกรณี เพื่อรักษาแรงยึดเกาะของงานพิมพ์ ควรทำความสะอาด Build plate เป็นระยะ และหลีกเลี่ยงการจับพื้นผิวโดยตรง เพราะคราบมันจากมืออาจทำให้ชิ้นงานเกาะไม่ดี
สำหรับวิธีทำความสะอาดแผ่น PEI แบบละเอียด ให้ดูบทความ Bambu Textured PEI Plate Cleaning Guide
ตรวจสอบหลังทำ Maintenance
หลังทำความสะอาดและประกอบชิ้นส่วนกลับแล้ว ควรตรวจให้แน่ใจว่าสกรูทุกตัวขันกลับครบ พัดลมหมุนได้อิสระ ไม่มีสายไฟหรือชิ้นส่วนใดถูกหนีบ และไม่มีเครื่องมือหรือเศษ Filament เหลืออยู่ในเครื่อง จากนั้นเปิดเครื่องและสังเกตการทำงานเบื้องต้น หากมีเสียงผิดปกติ Error หรือการป้อนเส้นยังไม่ราบรื่น ให้หยุดใช้งานและตรวจซ้ำเฉพาะตำแหน่งที่เกี่ยวข้อง
จุดตรวจ
ผลลัพธ์ที่ควรได้
Guide rail และ Idler pulley
เคลื่อนที่เรียบ ไม่มีเสียงฝืดหรือเสียงเสียดสีผิดปกติ
Extruder และ Hall sensor area
ไม่มีเศษ Filament สะสม และระบบป้อนเส้นอ่านสถานะได้ปกติ
Purge wiper และ Silicone Wiper
เคลื่อนที่และปาดเศษวัสดุได้ปกติ ไม่มีชิ้นส่วนบิดงอหรือหลุด
Hotend, Nozzle และ Silicone Sock
Hotend สะอาด ใส่ Silicone sock กลับครบ และไม่มีคราบวัสดุเกาะมากผิดปกติ
Fan ทั้งสองตัว
ไม่มีเศษวัสดุขวางใบพัด และพัดลมประกอบกลับเข้าตำแหน่งเดิม
สรุป
การทำ Period Maintenance ของ A2L ไม่จำเป็นต้องทำทุกจุดพร้อมกันเสมอไป แต่ควรแบ่งตรวจตามรอบการใช้งานและอาการของเครื่อง จุดที่ควรให้ความสำคัญคือการปิดเครื่องก่อนเริ่มงาน การใช้ Lubricant ให้ถูกประเภท การทำความสะอาด Extruder และพัดลมตามรอบ และการตรวจ Consumables ที่สึกหรอตามการใช้งาน หากทำตามขั้นตอนแล้วเครื่องยังมีอาการผิดปกติ แนะนำให้ถ่ายรูปหรือวิดีโออาการ เก็บข้อมูล Error/HMS ที่แสดงบนเครื่อง แล้วส่งให้ทีม Support ตรวจสอบต่อ
แหล่งอ้างอิง: เรียบเรียงจาก Bambu Lab Wiki — Cleaning and Maintenance Recommendations for the A2L