วิธีแก้หัวฉีดตันด้วย Cold Pull สำหรับ Bambu Lab A2L
วิธีแก้หัวฉีดตันด้วย Cold Pull สำหรับ Bambu Lab A2L
บทความนี้อธิบายวิธีตรวจและแก้ปัญหาอธิบายวิธีตรวจและแก้ปัญหา หัวฉีดตันบางส่วน ของเครื่อง Bambu Lab A2L โดยอ้างอิงจากคู่มือ Cold Pull Maintenance Guide for the A2L ของ Bambu Lab Wiki และเรียบเรียงใหม่เป็นภาษาไทยสำหรับใช้งานใน Knowledge Base ของ Siamreprap [1] จุดประสงค์คือให้ผู้ใช้งานสามารถไล่แก้ปัญหาได้เป็นขั้นตอน ตั้งแต่วิธีง่ายที่สุดอย่างการสั่ง Extrude ขณะหัวฉีดร้อน ไปจนถึงการใช้เข็มทะลวงหัวฉีด การทำ Cold Pull และการดึงเศษฟิลาเมนต์ที่ติดค้างออกด้วยประแจ Allen key
ข้อควรระวัง:งานส่วนนี้เกี่ยวข้องกับหัวฉีดที่มีอุณหภูมิสูง และบางขั้นตอนอาจต้องถอดหรือจับชิ้นส่วนใกล้ชุด Hotend ควรสวมถุงมือกันความร้อน และปิดเครื่อง/ถอดปลั๊กก่อนทำงานที่เกี่ยวข้องกับสายไฟหรือชิ้นส่วนอิเล็กทรอนิกส์ทุกครั้ง
อาการหัวฉีดตันบางส่วนคืออะไร
หัวฉีดตันบางส่วนมักเกิดจากเศษฟิลาเมนต์ ฝุ่น หรืออนุภาคขนาดเล็กเข้าไปขวางทางเดินพลาสติก ทำให้เส้นที่ออกจากหัวฉีดบางผิดปกติ ไหลไม่ต่อเนื่อง หรือไม่สามารถ Extrude ออกมาได้เลย แรงดันและการไหลของพลาสติกที่ไม่เสถียรยังอาจส่งผลต่อการคาลิเบรตค่า Dynamic Flow หรือ K-value และทำให้คุณภาพผิวงานพิมพ์ไม่สม่ำเสมอได้ [1]
สาเหตุที่ทำให้หัวฉีดตัน
อาการหัวฉีดตันในเครื่อง FDM เกิดได้จากหลายปัจจัย เช่น เส้นฟิลาเมนต์มีเส้นผ่านศูนย์กลางไม่สม่ำเสมอ ผิวเส้นมีฝุ่นหรือสิ่งสกปรก อนุภาคในเส้นชนิดผสม เช่น Carbon Fiber, Glow-in-the-dark หรือ Glitter เข้าไปสะสมบริเวณปลายหัวฉีด รวมถึงเศษวัสดุเดิมที่เหลืออยู่ภายใน Hotend หลังเปลี่ยนชนิดฟิลาเมนต์ เช่น เปลี่ยนจาก PLA ไปเป็น PC หรือจาก ASA ไปเป็น TPU [1]
สาเหตุที่พบบ่อย | ผลที่เกิดขึ้นกับการ Extrude | แนวทางเริ่มต้น |
|---|---|---|
ฟิลาเมนต์เส้นโตหรือเล็กผิดปกติ | เส้นอาจติดใน Hotend หรือเฟือง Extruder จับเส้นได้ไม่ดี | ตรวจคุณภาพเส้นและลอง Extrude ด้วยอุณหภูมิที่เหมาะสม |
ฝุ่นหรือสิ่งสกปรกบนผิวเส้น | สิ่งสกปรกเข้าไปสะสมภายในหัวฉีด | เก็บเส้นในที่สะอาดและแห้ง และทำความสะอาดหัวฉีดเป็นระยะ |
ฟิลาเมนต์ผสมอนุภาค เช่น CF หรือ Glitter | อนุภาคขนาดเล็กอาจค้างบริเวณรูหัวฉีด | ใช้หัวฉีดขนาดเหมาะสม และทำ Cold Pull เมื่อเริ่มไหลไม่สม่ำเสมอ |
เศษวัสดุเก่าหลังเปลี่ยนชนิดเส้น | วัสดุเดิมละลายหรือไหลออกไม่หมด ทำให้เกิดการอุดตัน | ไล่เส้นเดิมออกให้หมด และทำ Cold Pull เมื่อต้องการทำความสะอาดด้านในหัวฉีด |
อุปกรณ์ที่ต้องใช้
อุปกรณ์ | ใช้สำหรับ |
|---|---|
เข็มทะลวงหัวฉีด หรือ Unclogging Pin | ดันสิ่งอุดตันบริเวณรูหัวฉีดกลับเข้าไปในหัวฉีด เพื่อให้ไล่ออกได้ง่ายขึ้น |
คีม | จับชิ้นส่วนร้อน หรือจับ Allen key ในขั้นตอนที่ต้องให้ความร้อน |
ประแจ Allen key ขนาด H1.5/H2.0 | ใช้ในวิธีดึงเศษฟิลาเมนต์ที่ติดแน่นออกจากด้านบนของ Hotend |
ถุงมือกันความร้อน | ป้องกันการโดนหัวฉีดหรือชิ้นส่วนร้อนลวกมือ |
ฟิลาเมนต์ชิ้นเล็ก | ใช้สำหรับการไล่เส้นและทำ Cold Pull |
ข้อควรระวังก่อนเริ่มทำงาน
ก่อนทำงานซ่อมบำรุงที่ต้องถอดชิ้นส่วน หรือมีโอกาสสัมผัสสายไฟ ชุด Toolhead และอุปกรณ์อิเล็กทรอนิกส์ ควรปิดเครื่องและถอดปลั๊กทุกครั้ง เพราะถ้าชิ้นส่วนโลหะหรือสายไฟแตะกันขณะเครื่องยังเปิดอยู่ อาจทำให้เกิดการลัดวงจรและทำให้อุปกรณ์เสียหายได้ [1]
สำหรับขั้นตอนที่ต้องให้ความร้อนกับหัวฉีดหรือ Allen key ให้เตรียมพื้นที่ทำงานให้โล่ง จับชิ้นส่วนร้อนด้วยคีมหรือถุงมือกันความร้อน และอย่าหันปลายหัวฉีดเข้าหาตัวเอง เพราะฟิลาเมนต์ที่ติดอยู่ภายในอาจพ่นหรือดีดออกมาเมื่อได้รับความร้อน
วิธีที่ 1: สั่ง Extrude ขณะหัวฉีดร้อน
ขั้นตอนที่ 1: เพิ่มอุณหภูมิหัวฉีด
ให้เพิ่มอุณหภูมิหัวฉีดให้สูงกว่าอุณหภูมิพิมพ์ปกติของฟิลาเมนต์เล็กน้อย ตัวอย่างเช่น ถ้าใช้ PLA ให้ตั้งอุณหภูมิ Hotend ประมาณ 250°C เพื่อช่วยให้วัสดุภายในหัวฉีดอ่อนตัวและไหลออกมาได้ง่ายขึ้น [1]
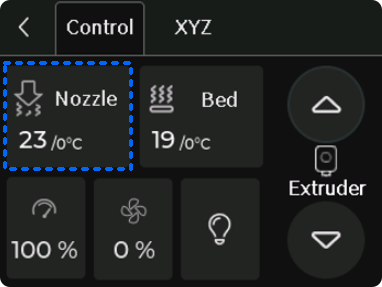
ตั้งค่าอุณหภูมิหัวฉีดให้สูงกว่าอุณหภูมิพิมพ์ปกติเล็กน้อย เพื่อช่วยไล่ฟิลาเมนต์ที่ค้างอยู่ภายในหัวฉีดเพื่อช่วยไล่พลาสติกที่ค้างอยู่ภายในหัวฉีด
ขั้นตอนที่ 2: สั่ง Extrude จากหน้าจอเครื่อง
เมื่อหัวฉีดร้อนถึงอุณหภูมิที่ตั้งไว้ ให้กดปุ่ม Extrude บนหน้าจอเพื่อดันฟิลาเมนต์ออกจากหัวฉีด หากใช้ TPU ควรระวังเป็นพิเศษ เพราะการกด Load หรือ Unload ถี่เกินไปอาจทำให้เส้นพันหรือติดขัดได้ [1]
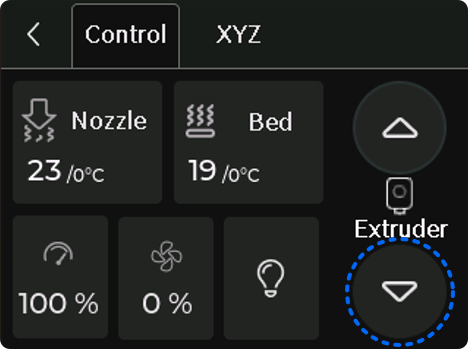
กดปุ่ม Extrude เพื่อทดลองดันฟิลาเมนต์ออกจากหัวฉีดเพื่อทดลองดันเส้นฟิลาเมนต์ออกจากหัวฉีด
หลังจากกด Extrude ให้สังเกตเส้นที่ออกจากหัวฉีด หากเส้นไหลต่อเนื่องและออกมาเป็นแนวตรง แสดงว่าการไหลกลับมาใกล้เคียงปกติแล้ว แต่ถ้าเส้นยังออกมาเป็นช่วง ๆ บางผิดปกติ หรือไม่ออกเลย ให้ทำวิธีถัดไป

เส้นที่ไหลออกจากหัวฉีดควรต่อเนื่องและค่อนข้างตรง หากยังไหลผิดปกติให้ไปขั้นตอนการใช้เข็มทะลวงหัวฉีด
วิธีที่ 2: ใช้เข็มทะลวงหัวฉีดช่วยเคลียร์สิ่งอุดตัน
วิธีนี้ใช้สำหรับกรณีที่หัวฉีดยัง Extrude ไม่ดีหลังจากเพิ่มอุณหภูมิแล้ว โดยคู่มือต้นฉบับระบุว่าวิธีนี้วิธีนี้ ไม่เหมาะกับหัวฉีดที่มีขนาดเล็กกว่า 0.4 มม. เพราะรูหัวฉีดเล็กมากและเสี่ยงต่อการทำให้ปลายหัวฉีดเสียหายได้ [1]
ขั้นตอนที่ 1: คลายแรงกดของฟิลาเมนต์
กดคันโยก Idler ของ Extruder หนึ่งครั้ง เพื่อคลายแรงกดของฟิลาเมนต์ภายในหัวฉีด ขั้นตอนนี้ช่วยให้แรงดันในระบบลดลงก่อนใช้เข็มทะลวงหัวฉีด
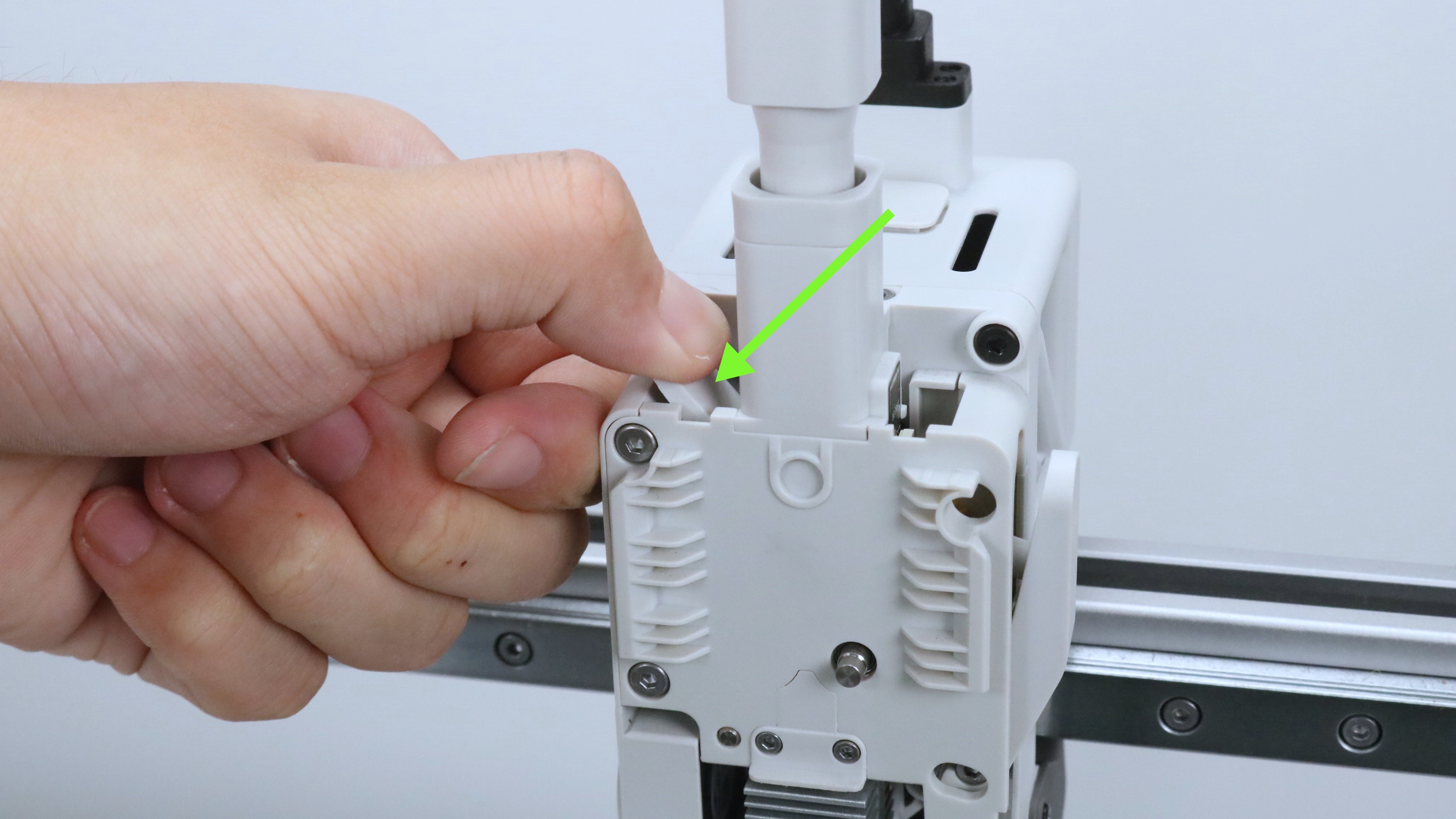
กดคันโยก Idler เพื่อคลายแรงกดของเส้นก่อนทำขั้นตอนถัดไป
ขั้นตอนที่ 2: เพิ่มอุณหภูมิหัวฉีดอีกครั้ง
ตั้งอุณหภูมิหัวฉีดให้สูงกว่าอุณหภูมิพิมพ์ของวัสดุที่ใช้อยู่เล็กน้อย เช่น PLA ตั้งที่ประมาณ 250°C เพื่อให้ฟิลาเมนต์ด้านในอ่อนตัวและถูกดันออกได้ง่ายขึ้น
ขั้นตอนที่ 3: ใช้เข็มทะลวงหัวฉีดขยับขึ้นลง
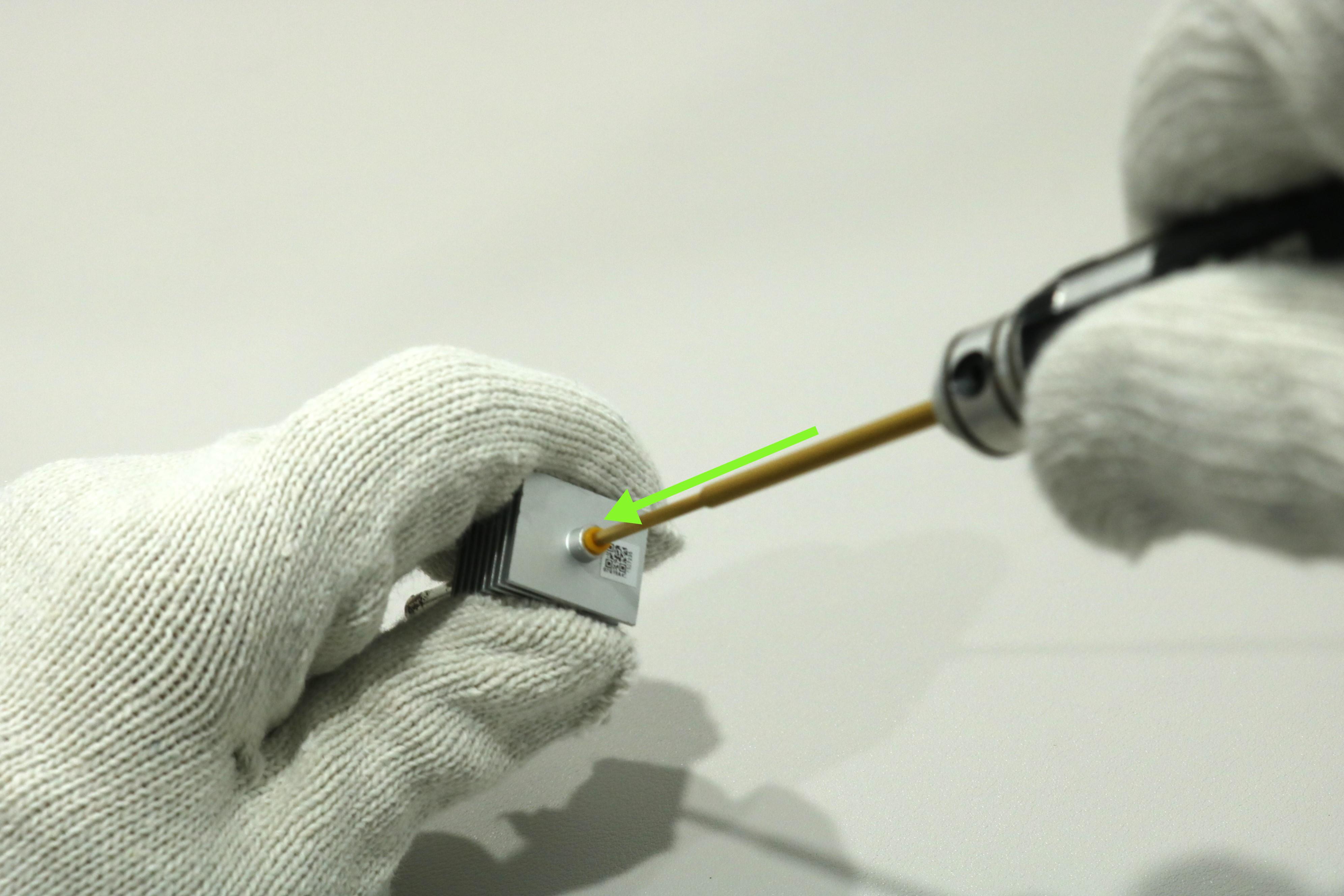
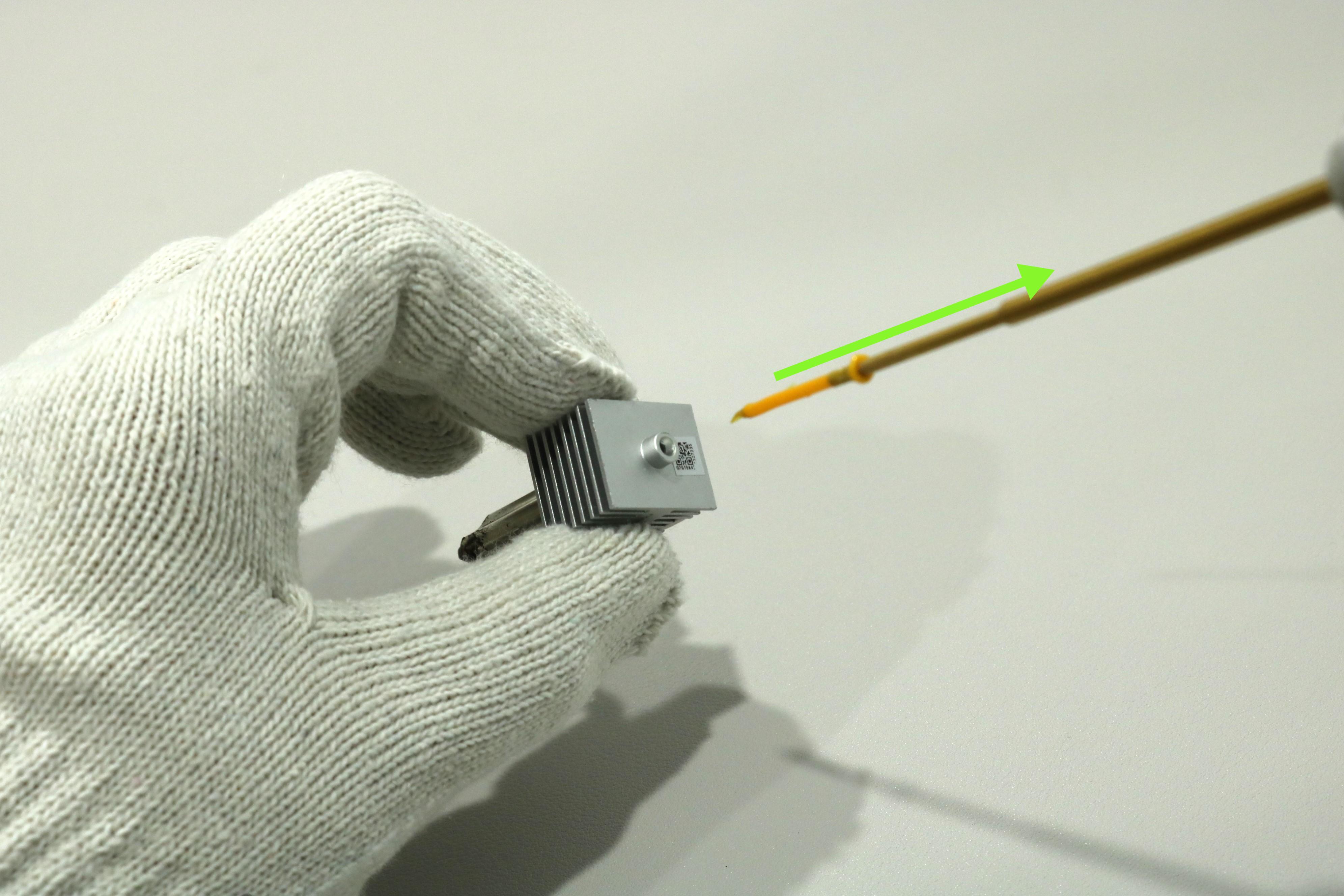
เมื่อหัวฉีดร้อนถึงอุณหภูมิที่ตั้งไว้ ให้สอดเข็มทะลวงเข้าไปที่รูหัวฉีด แล้วขยับขึ้นลงหลายครั้งเพื่อช่วยดันสิ่งอุดตันกลับเข้าไปในหัวฉีด จากนั้นค่อยทดลอง Extrude อีกครั้ง
ระวังฟิลาเมนต์พุ่งออกมา: ขณะดึงเข็มทะลวงออก ฟิลาเมนต์ภายในหัวฉีดอาจพ่นออกมาแบบกะทันหัน ควรสวมถุงมือกันความร้อนและอย่าหันหัวฉีดเข้าหาตัวเอง

สอดเข็มทะลวงจากปลายหัวฉีดแล้วขยับขึ้นลง เพื่อช่วยเคลียร์สิ่งอุดตันบริเวณรูหัวฉีด
ขั้นตอนที่ 4: ทดลอง Extrude ด้วยมืออีกครั้ง
กดปุ่ม Extrude บนหน้าจออีกครั้ง แล้วสังเกตการไหลของฟิลาเมนต์ ถ้าเส้นกลับมาไหลต่อเนื่องเป็นแนวตรง สามารถกลับไปใช้งานได้ แต่ถ้ายังมีอาการตันหรือไหลไม่สม่ำเสมอ ให้ทำ Cold Pull ตามวิธีที่ 3
วิธีที่ 3: ทำ Cold Pull ผ่านเมนู Nozzle Cold Pull Maintenance
Cold Pull คือวิธีทำความสะอาดภายในหัวฉีด โดยใช้ฟิลาเมนต์ที่อุ่นและเริ่มเหนียวจับกับเศษวัสดุหรือสิ่งสกปรกภายในหัวฉีดโดยใช้เส้นฟิลาเมนต์ที่อุ่นและเริ่มเหนียวจับกับเศษวัสดุหรือสิ่งสกปรกภายในหัวฉีด เมื่อปล่อยให้อุณหภูมิลดลงจนฟิลาเมนต์แข็งตัวขึ้นแล้วดึงออก เศษที่ติดอยู่ด้านในจะถูกดึงออกมาพร้อมเส้นฟิลาเมนต์ วิธีนี้ช่วยให้การไหลของเส้นกลับมาเสถียร และเหมาะกับการทำเป็นระยะ โดยเฉพาะหลังเปลี่ยนชนิดวัสดุที่ต่างกันมาก [1]
บนหน้าจอเครื่อง ให้เข้าไปที่ Settings > Maintenance > Nozzle Cold Pull Maintenance เพื่อเริ่มขั้นตอน Cold Pull ของ A2L จากนั้นทำตามคำแนะนำบนหน้าจอเครื่อง
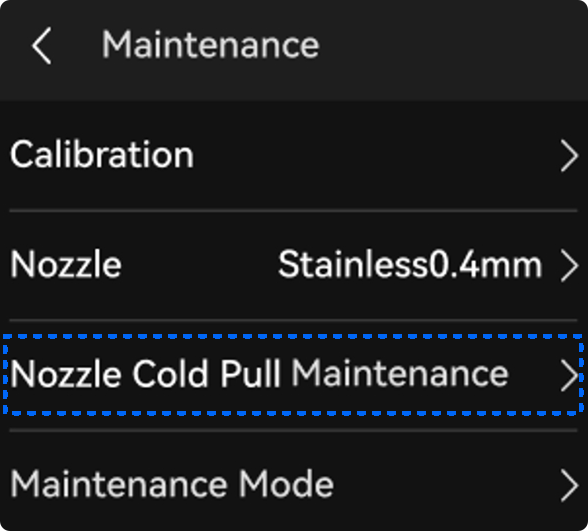
เข้าเมนู Nozzle Cold Pull Maintenance เพื่อเริ่มขั้นตอน Cold Pull ตามระบบของเครื่อง
ระหว่างกระบวนการ Cold Pull เครื่องจะมีช่วงที่พยายาม Purge ฟิลาเมนต์อัตโนมัติหรือฉีดเส้นฟิลาเมนต์อัตโนมัติ หากช่วงนี้ฟิลาเมนต์ไม่สามารถออกจากหัวฉีดได้หากช่วงนี้เส้นฟิลาเมนต์ไม่สามารถออกจากหัวฉีดได้ ให้ย้อนกลับไปใช้เข็มทะลวงตามวิธีที่ 2 เพื่อดันสิ่งอุดตันจากปลายหัวฉีดกลับเข้าไปด้านใน แล้วจึงทำ Cold Pull ต่อ
วิธีที่ 4: ใช้ Allen key ดึงเศษฟิลาเมนต์ที่ติดแน่นออกจากดึงเศษเส้นพลาสติกที่ติดแน่นออกจาก Hotend
ถ้าวิธีก่อนหน้ายังไม่สามารถทำให้ฟิลาเมนต์ไหลได้ อาจมีเศษเส้นติดแน่นอยู่ด้านใน Hotend วิธีนี้จะใช้ Allen key ที่ผ่านการให้ความร้อนเข้าไปจับกับเศษฟิลาเมนต์ แล้วดึงออกมาพร้อมกัน ควรสวมถุงมือกันความร้อนตลอดการทำงาน และทำอย่างระมัดระวัง
ขั้นตอนที่ 1: ให้ความร้อนกับ Allen key
ใช้คีมจับ Allen key ให้แน่น แล้วให้ความร้อนที่ปลาย Allen key ประมาณ 10 วินาที ระวังอย่าให้มือสัมผัสส่วนที่ร้อนโดยตรง

ใช้คีมจับ Allen key แล้วให้ความร้อนบริเวณปลายประมาณ 10 วินาที
ขั้นตอนที่ 2: สอด Allen key เข้าไปจากด้านบนของ Hotend
สอด Allen key ที่ร้อนเข้าไปทางด้านบนของ Hotend ให้ปลาย Allen key เจาะเข้าไปในฟิลาเมนต์ที่ติดค้างอยู่ด้านใน จากนั้นรอประมาณ 30 วินาทีเพื่อให้ Allen key เย็นตัวตามธรรมชาติและยึดกับเศษฟิลาเมนต์
สอด Allen key จากด้านบนของ Hotend เพื่อให้ปลายเข้าไปยึดกับเศษฟิลาเมนต์ที่ติดค้าง
ขั้นตอนที่ 3: ให้ความร้อนที่ปลายหัวฉีดและดึงเศษฟิลาเมนต์ออก
ให้ความร้อนที่ปลายหัวฉีดด้วยไฟแช็กทั่วไปประมาณ 20 วินาที เพื่อให้ฟิลาเมนต์บริเวณปลายหัวฉีดอ่อนตัวพอที่จะถูกดึงออกพร้อม Allen key ได้ คู่มือต้นฉบับแนะนำให้หลีกเลี่ยงการใช้ไฟแรงหรือหัวพ่นแก๊สกำลังสูง และไม่ควรให้ความร้อนนานเกินไป เพราะฟิลาเมนต์อาจหยดหรือพ่นออกจากปลายหัวฉีดได้ [1]

ให้ความร้อนที่ปลายหัวฉีดเพียงพอให้เศษฟิลาเมนต์อ่อนตัว ไม่ควรให้ความร้อนนานเกินความจำเป็น
หลังจากให้ความร้อนแล้ว ให้ค่อย ๆ ดึง Allen key ออกมา เศษฟิลาเมนต์ที่ติดอยู่ภายใน Hotend จะยึดติดกับ Allen key และถูกดึงออกมาพร้อมกัน
ดึง Allen key ออกอย่างช้า ๆ เพื่อเอาเศษฟิลาเมนต์ที่ติดค้างใน Hotend ออกมาพร้อมกัน
การตรวจสอบหลังทำความสะอาด
เมื่อนำเศษฟิลาเมนต์ออกแล้ว ให้ต่อท่อ PTFE กลับเข้าที่ โหลดฟิลาเมนต์ใหม่ และทดลอง Extrude อีกครั้ง หากฟิลาเมนต์ยังไม่ออก หรือยังมีอาการ Under-extrusion ให้ทำขั้นตอนทำความสะอาดซ้ำอีกครั้งตามความเหมาะสม [1]
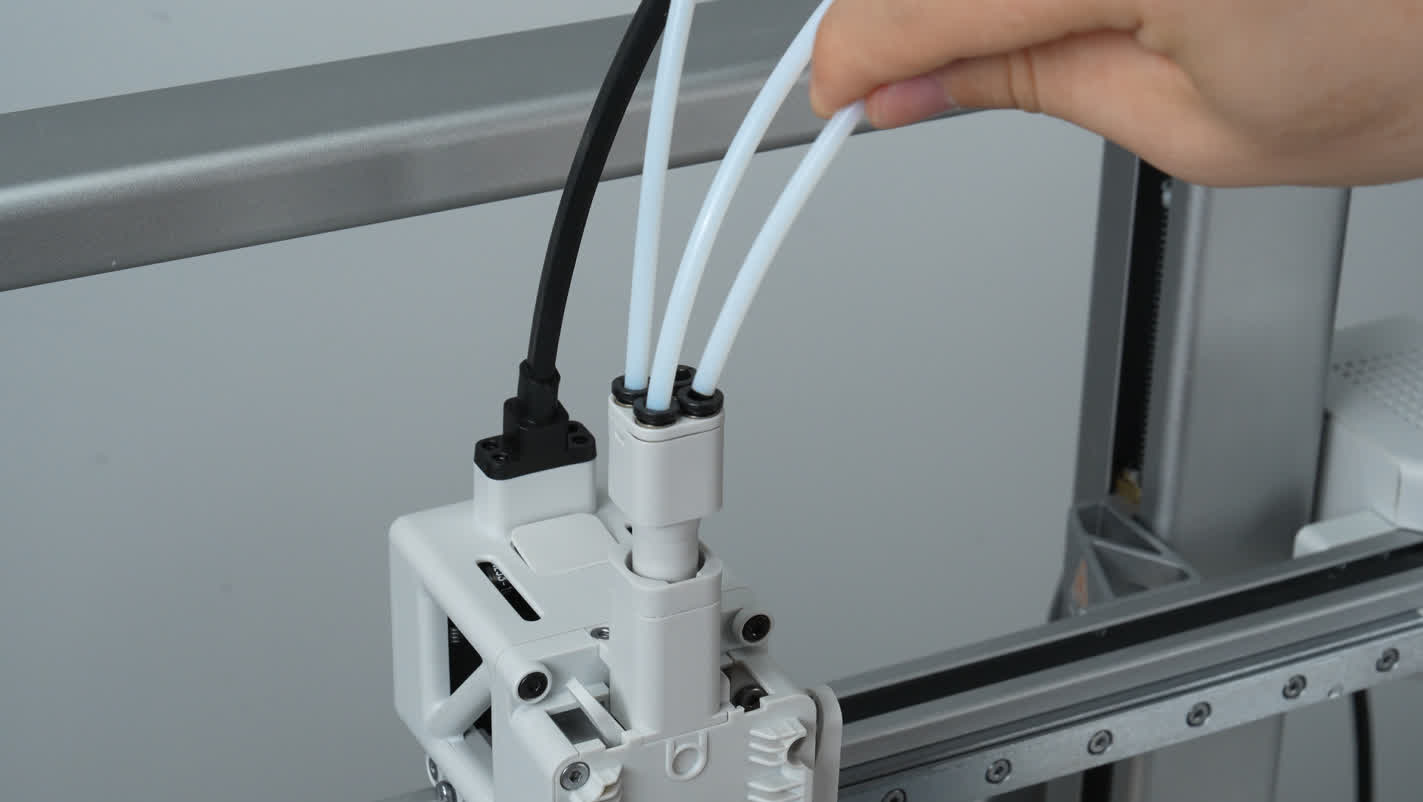
ต่อท่อ PTFE กลับเข้าที่ โหลดฟิลาเมนต์ แล้วทดสอบการไหลของเส้นอีกครั้ง
หมายเหตุเกี่ยวกับขนาดหัวฉีด
หัวฉีดขนาด 0.2 มม. มักแก้อุดตันได้ยากกว่ามักแก้อาการอุดตันได้ยากกว่า และอาจต้องทำซ้ำหลายครั้ง ส่วนหัวฉีดที่ใหญ่กว่า 0.4 มม. มีโอกาสตันน้อยกว่า 0.42 มม. เพราะรูหัวฉีดมีขนาดใหญ่กว่า อนุภาคหรือสิ่งปนเปื้อนบางอย่างจึงผ่านออกได้ง่ายกว่า [1]
สรุปแนวทางการไล่แก้ปัญหา
ลำดับ | วิธีที่ควรลอง | เหมาะกับอาการ |
|---|---|---|
1 | เพิ่มอุณหภูมิและสั่ง Extrude | เส้นไหลบาง ไหลไม่ต่อเนื่อง หรือเพิ่งเริ่มมีอาการตัน |
2 | ใช้เข็มทะลวงหัวฉีด | หัวฉีดขนาด 0.4 มม. ขึ้นไปที่ยังไม่สามารถ Extrude ได้ดี |
3 | ทำ Cold Pull ผ่านเมนู Maintenance | ต้องการดึงเศษวัสดุหรือคราบสะสมออกจากด้านในหัวฉีด |
4 | ใช้ Allen key ดึงเศษเส้นที่ติดแน่น | กรณีอุดตันหนักและวิธีก่อนหน้ายังแก้ไม่ได้ |
หากทำซ้ำหลายครั้งแล้วยังไม่สามารถแก้ปัญหาได้ ควรเก็บภาพถ่าย อาการที่พบ และ Log ของเครื่องไว้ประกอบการตรวจสอบเพิ่มเติม ก่อนส่งเรื่องให้ทีมซัพพอร์ตหรือช่างผู้เชี่ยวชาญช่วยวิเคราะห์ต่อ