อย่าลืม!! ใช้แต้มสะสมเป็นส่วนลดในการสั่งซื้อสินค้า กับทางร้าน
ปริ้นเส้น Petg ยังไง ให้ง่ายเหมือนเส้น PLA
สำหรับหัวข้อนี้ อาจจะเหมาะกับมือใหม่ ที่ยังไม่เคยปริ้นเส้นพลาสติก PETG มาก่อน แล้วอยากลอง หรือว่าเคยลองแล้ว แต่เจอประสบการณ์ไม่ดี เช่น ปริ้นแล้วหลุดจากฐาน ปริ้นแล้วเส้นพลาสติกไปอมที่หัวฉีด หรือปริ้นออกมาแล้ว ใยเยอะ ซึ่งถ้าใครเคยเจอเหตุการณ์นี้แล้ว อาจจะท้อ และไม่กลับไปใช้เส้น PETG อีก ลองมาอ่านเทคนิคนี้ดู ทางร้านจะช่วยคุณให้ปริ้นเส้น PETG ให้ง่ายเหมือนเส้น PLA
เส้น PETG คืออะไร
เส้น PETG เป็นเส้น Thermal Plastic ตัวนึงที่นิยมมากสำหรับใช้ไปปริ้นกับเครื่องพิมพ์ 3D Printer เพราะเป็นเส้นที่สามารถนำไปใช้งานแบบ Functional หรือนำไปใช้งานได้จริง เช่น ชิ้นส่วนเฟือง หรือชิ้นส่วนที่ต้องการความเหนียว และทนความร้อนได้ระดับนึง สำหรับคนที่เคยใช้แต่เส้นพลาสติก PLA จะรู้ได้ว่าเส้น PLA นั้นจะเป็นเส้นที่แข็ง และเปราะ งานที่ปริ้นออกมา ถ้ามีแง่ง หรือเขี้ยว ก็จะแตกหักง่าย ซึ่งถ้านำไปใช้งาน ก็ใช้ได้แป็ปเดียว ก็ต้องมาปริ้นใหม่
ข้อดีอีกอย่างของเส้น PETG ก็คือ เป็นเส้นที่ปริ้นง่ายกว่า เส้น ABS แต่ให้คุณสมบัติที่เกือบใกล้เคียงกันกับเส้น ABS แค่ทนร้อนได้น้อยกว่านิดนึง และสามารถนำไปปริ้นกับเครื่องทั่วๆไปได้ โดยไม่ต้องทำตู้ครอบ
เส้น PETG จะแตกต่างจากเส้น PLA ก็คือ มีความเหนียว ซึ่งสามารถที่จะงอและห้อยตัวก่อน ที่จะหัก ทำให้เหมาะสำหรับทำชิ้นส่วนที่มีเขี้ยวล็อค หรือแง่ง แถมเส้น PETG ยังทนความร้อนได้มากกว่าเส้น PLA สามารถนำไปตากแดด หรือวางในรถได้ โดยไม่เสียรูป
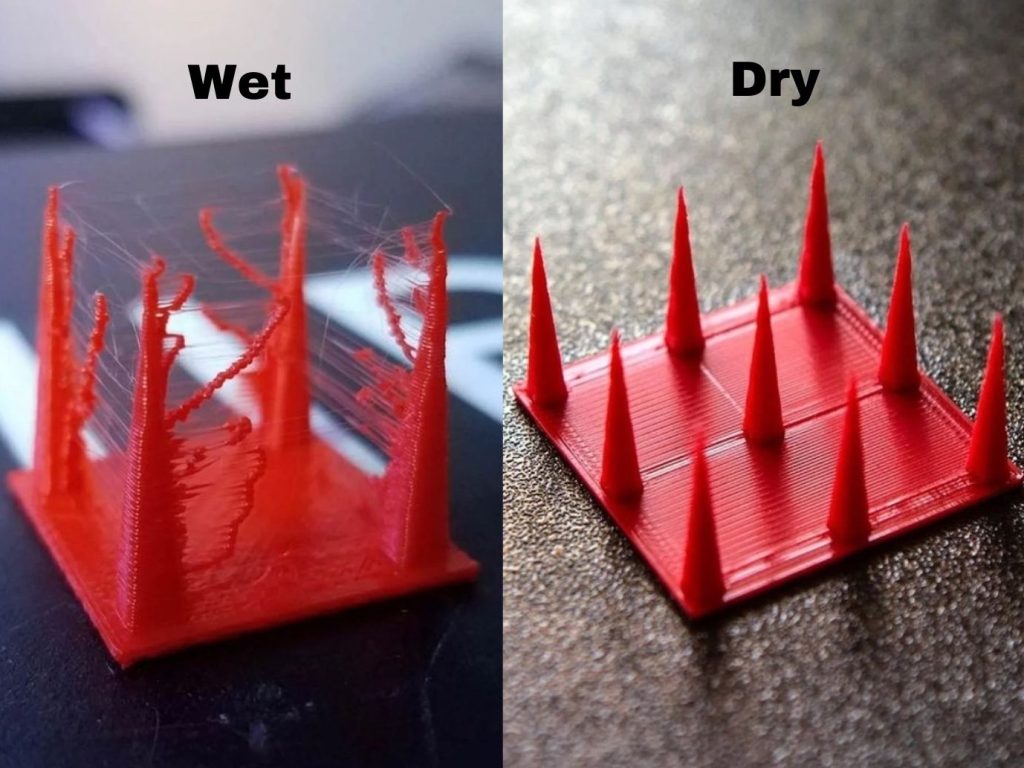
ข้อเสียของเส้น PETG คือมีสีให้เลือกไม่เยอะ เท่ากับเส้น PLA และเป็นเส้นที่ดูดความชื้นได้เร็ว ซึ่งจะรู้จากงานที่ปริ้นออกมาจะมีใยพลาสติก พาดไปมาเยอะ และมีเสียงดังป็อก แป็กที่หัวพิมพ์ เพราะความร้อนที่หัวฉีดทำให้น้ำในเส้นระเบิดออก จนเกิดเสียง แต่ใยพลาสติกและความชื้น สามารถที่จะแก้ไขได้ โดยการอบเส้นพลาสติกเพื่อไล่ความชื้น รวมไปถึงการตั้งค่า Retraction ในโปรแกรม Slicer
ตารางเปรียบเทียบข้อดี ข้อเสียระหว่างเส้น PETG และ เส้น PLA
|
คุณสมบัติ 1755_71e520-91> | 1755_48a4fd-36> | 1755_009a44-ff> |
|---|---|---|
|
ความแข็งแรง 1755_350f8c-34> |
แข็งแรงกว่า PLA แต่ยังยืดหยุ่น 1755_a28174-71> |
แข็งแรง แต่เปราะกว่ามาก 1755_15d56c-61> |
|
ความยืดหยุ่น 1755_ce03a5-ee> |
ยืดหยุ่นดี สามารถโค้งงอได้บ้าง 1755_f53ff8-11> |
เปราะ แตกหักง่ายเมื่อเจอแรงกระแทก 1755_f1a92e-38> |
|
ทนต่อแรงกระแทก 1755_677586-67> |
ทนแรงกระแทกสูง งอก่อนที่จะหัก 1755_dcd873-e6> |
ทนแรงกระแทกต่ำ 1755_db5685-5d> |
|
ทนต่อความร้อน 1755_495f34-d1> |
75-85°C ทนความร้อนสูงกว่า PLA 1755_2bd8eb-34> |
50-60°C เปลี่ยนรูปง่ายเมื่อโดนความร้อน 1755_f22241-ff> |
|
ทนต่อสารเคมี 1755_509d81-0d> |
ทนกรด ด่าง น้ำมัน และสารเคมีหลายชนิด 1755_c0c4b5-1b> |
ไม่ทนต่อสารเคมี 1755_b3f5c1-c3> |
|
การหดตัว 1755_c25b3a-72> |
น้อย แต่ยังพอมีบ้าง 1755_57908b-f6> |
แทบไม่มี ปริ้นง่ายมาก 1755_c6e8c0-21> |
|
ปัญหาใยพลาสติกพาดไปมา 1755_89dc60-1e> |
มีสูง ต้องตั้งค่า Retraction ให้ดี 1755_3ae70a-df> |
น้อย พิมพ์ง่ายกว่า 1755_c17a88-e7> |
|
ความง่ายในการพิมพ์ 1755_ee88ff-05> |
พิมพ์ง่ายกว่า ABS แต่ยากกว่า PLA 1755_e122e8-1c> |
พิมพ์ง่ายที่สุด เหมาะสำหรับมือใหม่ 1755_ca5665-56> |
|
การขัดแต่งผิวหลังพิมพ์ 1755_ebe0a4-c0> |
ขัดแต่งได้ยาก 1755_8f4969-5e> |
ขัดแต่งง่ายกว่า 1755_25fe4c-a2> |
|
ความปลอดภัย 1755_69e501-f3> |
ไม่มีควันพิษ แต่ควรพิมพ์ในที่อากาศถ่ายเท 1755_7bc1f6-19> |
ปลอดภัย เป็นมิตรต่อสิ่งแวดล้อม 1755_073f96-89> |
|
ดูดซับความชื้น 1755_d60206-c0> |
ดูดความชื้นได้พอสมควร ต้องเก็บในที่แห้ง 1755_b1551f-53> |
ดูดความชื้นบ้าง แต่ยังดีกว่า PETG 1755_cd31f8-eb> |
|
การใช้งานที่เหมาะสม 1755_f0006e-aa> |
อุปกรณ์ใช้จริง ชิ้นส่วนเครื่องจักร งานกลางแจ้ง 1755_28df8c-04> |
งานต้นแบบ โมเดล ของตกแต่ง 1755_ea577b-64> |
เตรียมเส้นก่อนปริ้น
สำหรับเส้น PETG สิ่งที่ยากที่สุด คือเลเยอร์แรก เพราะปัญหาของเส้น PETG จะอยู่ที่เส้นที่ฉีดออกมาจะติดฐานได้ไหม ถ้ามีเส้นบางส่วนฉีดออกมาไม่ติดฐาน ก็จะทำให้เส้นที่หลุดออกมาเกี่ยวกับหัวฉีด ทำให้หัวฉีดมีเส้นพลาสติกไปอมอยู่ ซึ่งจะกลายเป็นหัวเชื้อ ทำให้เวลาที่หัวพิมพ์เดิน จะไปดึงเส้นที่ติดจากฐานออกมาด้วย จนทำให้พื้นพลาสติกในเลเยอร์แรก หลุดออกมาทั้งหมด และละลายไปกองอยู่ที่หัวฉีด จนทำให้หัวฉีดเสียหาย ดังนั้นก่อนที่จะปริ้นเส้น PETG ให้ทำตามขั้นตอนนี้
ทำความสะอาดหัวฉีด
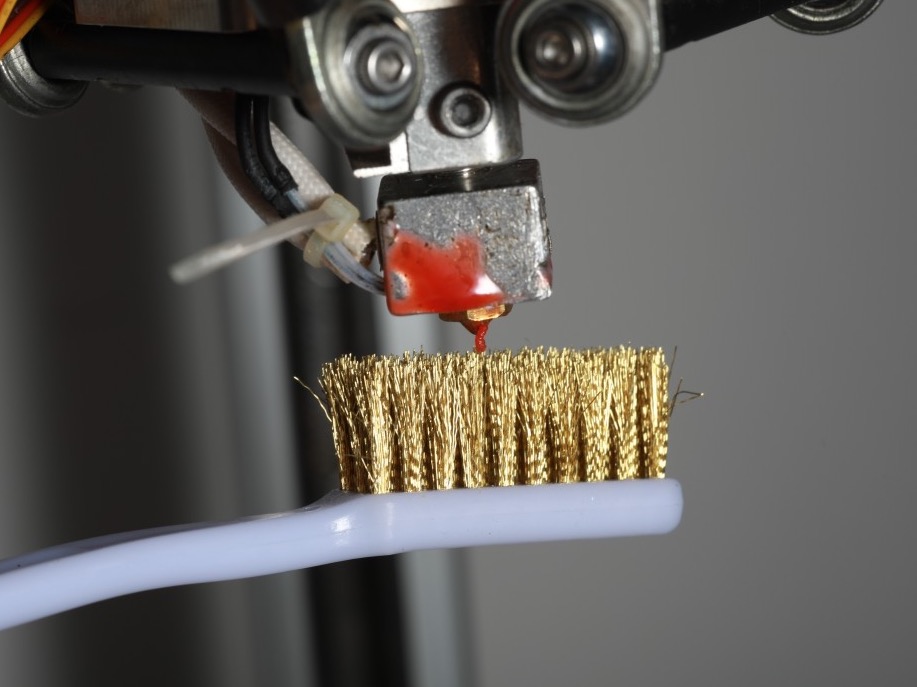
ก่อนปริ้นเส้น PETG ต้องแน่ใจ ว่าหัวฉีดสะอาด ไม่มีเศษพลาสติกติดที่หัวฉีด ถ้ามีก็ให้ทำความสะอาด โดยเปิดความร้อนหัวฉีดแล้วใช้แปรงทองเหลืองหรือผ้าไม่มีขน ทำการเช็ดหัวฉีดให้สะอาด เทคนิคทีทางร้านแนะนำ ถ้ามีเส้นพลาสติกอยู่ก็ เอาเส้นออกหรือ unload ออกก่อน แล้วเปิดหัวฉีดให้ร้อนประมาณ 250 องศา ทิ้งไว้ 5 นาทีแล้วปิดเครื่อง ดึงปลั๊กออก แล้วค่อยเอาแปรงทองเหลืองขัดเบาๆที่หัวฉีด สำหรับหัวฉีดที่มีสารเคลือบ อาจจะให้ผ้าไม่มีขน ทำการเช็ดหัวฉีดแทน และต้องไม่ลืมว่าหัวฉีดยังร้อนอยู่ ดังนั้นอย่าลืมใส่ถุงมือกันความร้อนระหว่างทำความสะอาดหัวฉีด
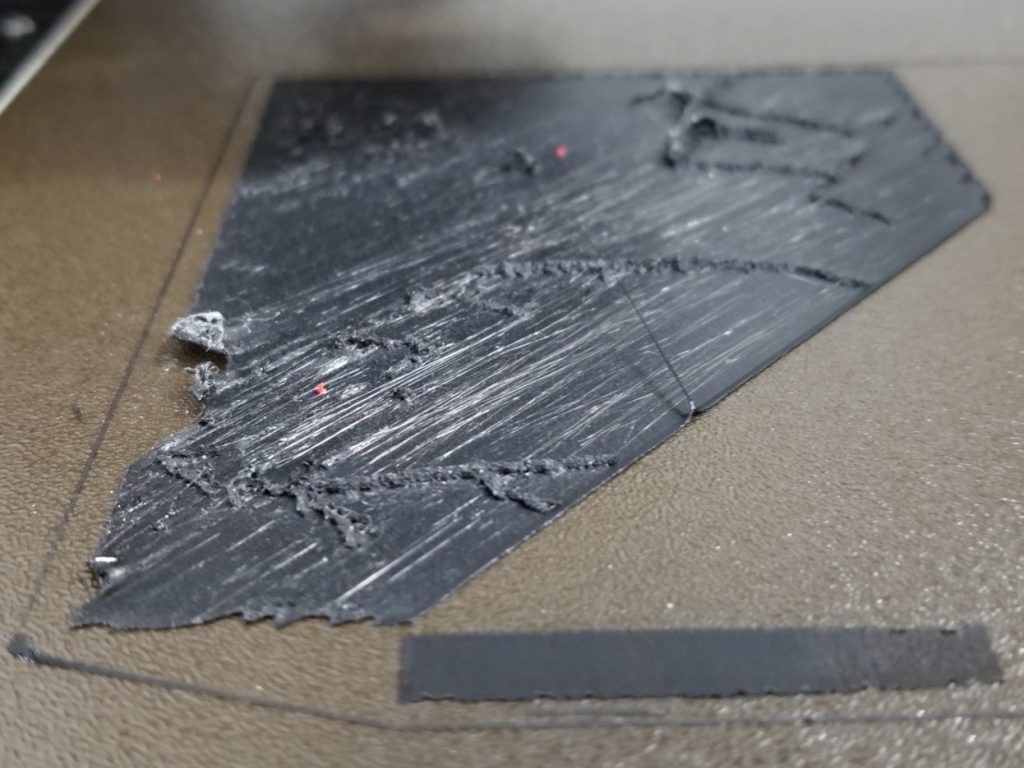
ทำความสะอาดแผ่นฐานปริ้น
แผ่นฐานปริ้นก็สำคัญ ซึ่งแผ่นฐานที่เหมาะสำหรับปริ้นเส้น PETG จะใช้เป็นแผ่นแบบ Texture PEI ที่มีพื้นผิวหยาบ เพราะเส้น PETG จะยึดติดกับแผ่นที่เคลือบ PEI ได้ดีมาก ซึ่งถ้าใช้แผ่นแบบเรียบ จะทำให้งานปริ้นติดกับแผ่นจนแกะไม่ออก ดังนั้น ทางร้านแนะนำให้ใช้แผ่น Texture PEI จะดีที่สุด สำหรับปริ้นเส้น PETG
ในกรณึที่ไม่มีแผ่นหยาบ Texture PEI มีแต่แผ่นเรียบ แต่อยากลองปริ้นเส้น PETG ก็สามารถทำได้ โดยก่อนที่จะปริ้น ให้ทากาวลงบนแผ่นฐานก่อน เพื่อให้ตัวกาวเป็นชั้นรองหรือ Substrate แทนชั้น PEI ก็จะช่วยให้แกะงานออกง่าย เพราะตัวงานจะไปติดที่กาว แทนที่จะไปติดบนแผ่น ส่วนกาวที่แนะนำให้ใช้กาวแบบน้ำจะดีกว่าแบบกาว UHU ที่มีเนื้อกาวออกมา เพราะกาวที่มีเนื้อ อาจจะไปรบกวน เซนเซอน์ที่ใช้วัดฐานปริ้นก่อนพิมพ์ ทำให้พลาสติกที่ฉีดออกมา ไม่สม่ำเสมอ สำหรับกาวน้ำ ทางร้านแนะนำเป็นกาวยี่ห้อ Magigoo เพราะเป็นกาวน้ำ ที่ทำมาสำหรับใช้กับ 3D Printer โดยเฉพาะ

ก่อนที่จะปริ้นเส้น PETG ตัวแผ่นฐานไม่ว่าจะเป็นแผ่นเรียบหรือแผ่นหยาบแบบ Texture จำเป็นต้องนำไปล้างน้ำทำความสะอาดแล้วเช็ดให้แห้งก่อนทุกครั้ง สามารถใช้น้ำยาล้างจานล้างได้ ถ้าให้ดีที่สุด แนะนำให้ใช้น้ำยาล้างจาน ควบคู่กับน้ำอุ่น ในการล้างทำความสะอาดแผ่น เพราะจะช่วยขจัดคราบน้ำมันออกจากแผ่นได้ดีที่สุด หลังจากล้างแล้วเช็ดให้แห้ง ก็ไม่ควรเอามือไปจับบนแผ่น ให้จับข้างๆแผ่นแทน
เริ่มปริ้นเส้น PETG
หลังจากที่ทำ 2 อย่างด้านบนแล้ว อย่ารีบไปไหน ให้กดสั่งปริ้นแล้วนั่งรอดู จนกว่า เลเยอร์แรกจะปริ้นเสร็จ เพราะจากประสบการณ์ที่ทางร้านได้เจอ ก็คือ ถ้าทำ 2 อย่างด้านบนแล้ว ส่วนใหญ่ก็จะไม่มีปัญหาในการปริ้นเส้น PETG แต่ถ้ายังเจอปัญหาอยู่ ก็อาจจะลองไล่ทำตามขั้นตอนด้านล่างดู
เส้นปริ้นออกมาแล้วมีฟอง ออกมาไม่สม่ำเสมอ
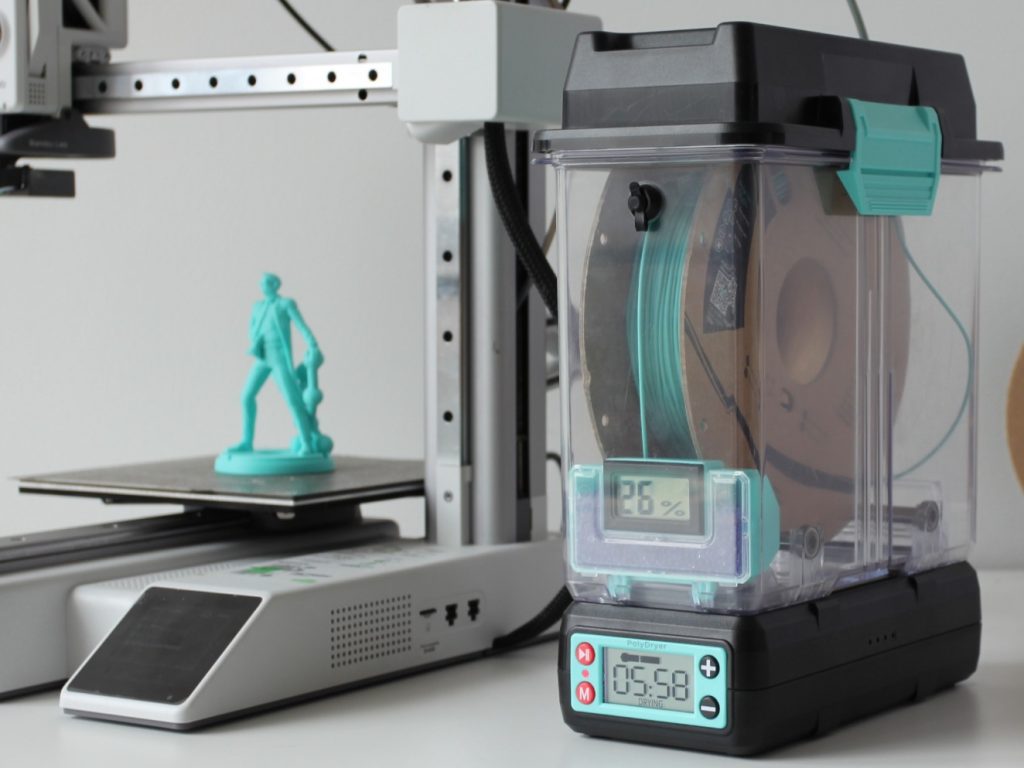
สำหรับเส้น PETG อย่างที่เคยได้บอกไว้ ว่าเป็นเส้นที่ดูดความชื้นได้เร็ว กว่าเส้น PLA และเส้น ABS ซึ่งสังเกตุได้จากงานพิมพ์ ถ้าปริ้นออกมาแล้ว เส้นไม่สม่ำเสมอ มีใยพลาสติกออกมาเยอะ หรือบางครั้งอาจจะได้ยินเสียงน้ำระเบิด ป็อกแป็ก ที่ปลายหัวฉีดแล้วเห็นเป็นฟอง สันนิษฐานได้เลยว่าเส้นชื้น จะต้องทำการอบเส้น เพื่อไล่ความชื้นก่อน ซึ่งการไล่ความชื้นสามารถทำได้หลายวิธี อาจจะเอาเส้นใส่ถุงซิป พร้อมตัวดูดความชิ้น ซิลิกาเจล แล้วเอาไปตากแดด หรือจะเอาเข้าเครื่องอบผลไม้แห้ง แต่ถ้าให้ทางร้านแนะนำ ทางร้านก็อยากให้ใช้เครื่องอบเส้น ที่ออกแบบมาสำหรับไล่ความชื้นจากเส้นพลาสติกโดยเฉพาะ ซึ่งตัวที่ร้านใช้ จะเป็น Polydryer เป็นทั้งกล่องเก็บเส้น และมีเครื่องอบเส้นไล่ความชื้น
หลายคนอาจจะสงสัย หรือมีคำถาม เพราะเส้นบางม้วนเพิ่งจะแกะออกมาจากซอง ทำไมมันถึงชื้น ซึ่งปัญหานี้ สามารถพบได้กับเส้น Filament ทุกชนิดและทุกยี่ห้อ เพราะบางครั้ง ตัวซิลิกาเจลหรือตัวดูดความชื้นที่ใส่มาพร้อมเส้น อาจจะดูดความชื้นเข้าไปจนเต็มแล้ว จนไม่สามารถดูดได้ และประเทศไทยบ้านเรา เป็นประเทศร้อนและชื้น ทำให้เส้นสามารถดูดความชื้นเข้าไปได้ ส่วนถุงพลาสติกที่ใช้บรรจุเส้น ส่วนใหญ่จะมีรูพรุนเล็กๆ ที่อากาศสามารถรอดเข้าไปได้ ทำให้เส้นที่อยู่ในถุง ก็ชื้นได้ หลังจากแกะออกมา ดังนั้นเส้นที่แกะออกจากถุงใหม่ๆ ก็เป็นไปได้ที่จะชื้น ดังนั้น การมีเครื่องอบไล่ความชื้น ก็ถือว่าเป็นอุปกรณ์สำคัญ ยิ่งถ้าใช้เส้น PETG ปริ้นงานบ่อยๆ ก็ควรจะมีเก็บไว้
ประโยชน์ของการอบเส้นไล่ความชื้น
เส้นที่ผ่านการอบไล่ความชื้นไม่ว่าจะเป็นเส้นชนิดไหนก็ตาม เมื่อเส้นไม่มีความชื้น งานที่ปริ้นออกมา สวยขึ้นเส้นเรียงเป็นระเบียบและะมีความแข็งแรงมากขึ้น พลาสติกที่ฉีดออกมาระหว่างเลเยอร์จะติดกันแน่นขึ้น ตัวใยพลาสติก จะมีน้อยลง ทำให้เก็บงาน หรือ Post Process ทำได้ง่ายและเร็วขึ้น
ปรับค่า Z-offset ให้หัวพิมพ์มีระยะที่พอดี
สำหรับค่า Z-Offset คือค่าที่ปรับระดับความสูง ต่ำของหัวฉีดกับฐานพิมพ์ สามารถใส่ได้ทั้งค่าบวก และค่าลบ ค่ายิ่งติดลบหัวฉีดก็จะยิ่งชิดฐานมากขึ้น กลับกันถ้าค่าติดบวก หัวฉีดก็จะสูงจากฐาน ถ้าใส่ค่าบวกมากเกินไป เส้นที่ฉีดออกมาก็จะลอย ไม่ติดฐาน ซึ่งการปริ้น PETG ค่านี้จะต้องตั้งให้พอดี ถ้าเป็นเครื่อง Bambulab ค่านี้จะไม่มีให้ปรับที่เครื่อง ถ้าจะปรับต้องไปปรับในโปรแกรม Bambu Studio กลับกัน ถ้าเป็นเครื่อง Prusa หรือ Creality จะมีค่านี้ให้ปรับในเครื่อง
การปรับค่านี้ ต้องใช้การปริ้นจริงเข้ามาช่วย โดยให้ดูเส้นที่เป็น Solid Infill หรือเส้นที่พิมพ์ปิดทึบ เส้นนี้ควรจะชิดกันพอดี ไม่ห่างเกิน หรือชิดเกิน เพราถ้าห่างเกิน แปลว่าหัวฉีดสูงเกินไป ให้ปรับลงค่า Z-Offset ลงมา แต่ถ้าเส้นชิดหรือขี่กัน แปลว่าหัวฉีดชิดฐานเกินไป จนเส้นพลาสติกล้นและปลิ้นขึ้นไปด้านบน ก็ให้ปรับค่า Z-Offset ให้สูงขึ้น ทางร้านแนะนำให้ใช้การปรับที่ละ 0.05 มิล ในการปริ้นทดสอบแต่ละครั้ง
เซนเซอร์วัดฐานปริ้นมีปัญหา หรือฐานปริ้นไม่ได้ระนาบ
ถ้าอบเส้นพลาสติกแล้ว ปรับค่า Z-Offset แล้วแต่ก็ยังปริ้นไม่ได้ แนะนำให้ไปดูเรื่องของ Hardware หรือตัวเครื่อง เพราะอาจจะมีบางอย่างที่ผิดปกติ เซนเซอร์อาจจะเสีย หรืออาจจะต้องมีการตั้งฐาน หรือเซนเซอร์วัดฐานใหม่ ซึ่งถ้าซื้อเครื่องปริ้นกับทางร้าน ก็สามารถยกเครื่องมาให้ทางร้านทำให้ได้
บทสรุป
การพิมพ์เส้น PETG อาจดูยากสำหรับมือใหม่ โดยเฉพาะหากเคยมีประสบการณ์ล้มเหลว เช่น งานหลุดจากฐาน หัวฉีดอมเส้น หรือมีใยพลาสติกจำนวนมาก แต่แท้จริงแล้วปัญหาเหล่านี้สามารถแก้ไขได้ ด้วยการเตรียมเครื่องมือและตั้งค่าที่เหมาะสม ไม่ว่าจะเป็นการทำความสะอาดหัวฉีดและฐานพิมพ์ การใช้แผ่น Texture PEI หรือใช้กาวน้ำช่วยยึดเกาะ การอบเส้นเพื่อกำจัดความชื้น ตลอดจนการปรับค่า Z-Offset ให้พอดี
เมื่อเข้าใจและลงมือทำตามขั้นตอนเหล่านี้แล้ว เส้น PETG จะไม่ใช่เส้นที่ “ยาก” อีกต่อไป แต่กลับกลายเป็นเส้นที่ช่วยเปิดโอกาสให้สร้างงานที่แข็งแรง ทนทาน และใช้งานจริงได้ดีกว่า PLA และง่ายกว่า ABS เหมาะทั้งสำหรับงานชิ้นส่วนฟังก์ชัน อุปกรณ์กลางแจ้ง หรือโมเดลที่ต้องการความแข็งแรงเป็นพิเศษ
ดังนั้น หากคุณเคยท้อกับการปริ้น PETG มาก่อน ลองให้โอกาสอีกครั้งด้วยเทคนิคที่ทางร้านแนะนำ แล้วคุณจะพบว่า PETG เป็นเส้นที่ทั้งคุ้มค่า แข็งแรง และใช้งานได้จริง ส่วนใครที่อยากเริ่มต้นกับเส้น PETG คุณภาพดี ที่มี Profile Setting การตั้งค่าให้เลือกในโปรแกรม Bambu Studio ทางร้านก็ขอแนะนำ เส้น Polylite PETG ของ Polymaker หรือ จะใช้ใส่ของ Bambu PETG HF ที่มี RFID ในม้วน ช่วยเพิ่มความสะดวกในการตั้งค่าเส้นให้เป็นแบบอัตโนมัติ สำหรับคนที่ใช้เครื่อง Bambu Lab
SATISFYING?
บทความนี้เป็นประโยชน์หรือไม่
